NORMA Oficial Mexicana NOM-213-SCFI-2018, Recipientes portátiles y recipientes transportables sujetos a presión, para contener gas licuado de petróleo. Especificaciones de fabricación, materiales, métodos de prueba e identificación (cancela a la NOM-008-SESH/SCFI-2010).
Al margen un sello con el Escudo Nacional, que dice: Estados Unidos Mexicanos.- SE.- Secretaría de Economía.- Dirección General de Normas.
NORMA
OFICIAL MEXICANA NOM-213-SCFI-2018, RECIPIENTES PORTÁTILES Y RECIPIENTES TRANSPORTABLES
SUJETOS A PRESIÓN, PARA CONTENER GAS LICUADO DE PETRÓLEO. ESPECIFICACIONES DE
FABRICACIÓN, MATERIALES, MÉTODOS DE PRUEBA E IDENTIFICACIÓN (CANCELA A LA
NOM-008-SESH/SCFI-2010).
ALFONSO GUATI ROJO SÁNCHEZ, Director
General de Normas y Presidente del Comité Consultivo Nacional de Normalización
de la Secretaría de Economía (CCONNSE), con fundamento en los artículos 34,
fracciones II, XIII y XXXIII de la Ley Orgánica de la Administración Pública
Federal; 39, fracción V, 40, fracciones I y II, 47, fracción IV de la Ley
Federal sobre Metrología y Normalización, y 22 fracciones I, IV, IX, X y XXV
del Reglamento Interior de esta Secretaría, y
CONSIDERANDO
Que con fecha 3 de mayo de 2018, el
Comité Consultivo Nacional de Normalización de la Secretaría de Economía,
aprobó la publicación del Proyecto de Norma Oficial Mexicana
PROY-NOM-213-SCFI-2017, RECIPIENTES PARA CONTENER GAS L.P., TIPO DESMONTABLE.
ESPECIFICACIONES Y MÉTODOS DE PRUEBA (CANCELARÁ A LA NOM-008-SESH/SCFI-2010),
la cual se realizó en el Diario Oficial de la Federación el 8 de agosto de
2018, con objeto de que los interesados presentaran sus comentarios;
Que durante el plazo de 60 días
naturales contados a partir del día siguiente de la fecha de publicación de
dicho Proyecto de Norma Oficial Mexicana, el Análisis de Impacto Regulatorio a
que se refiere el artículo 45 de la Ley Federal sobre Metrología y
Normalización estuvo a disposición del público en general para su consulta; y
que dentro del mismo plazo, los interesados presentaron comentarios sobre el
contenido del citado Proyecto de Norma Oficial Mexicana, mismos que fueron
analizados por el grupo de trabajo, realizándose las modificaciones conducentes
a éste;
Que el 27 de noviembre de 2018, el
Comité Consultivo Nacional de Normalización de la Secretaría de Economía aprobó
la NOM-213-SCFI-2018;
Que la Ley Federal sobre Metrología y
Normalización establece que las Normas Oficiales Mexicanas se constituyen como
el instrumento idóneo para la protección de los intereses del consumidor,
expide la siguiente: Norma Oficial Mexicana NOM-213-SCFI-2018, RECIPIENTES
PORTÁTILES Y RECIPIENTES TRANSPORTABLES SUJETOS A PRESIÓN, PARA CONTENER GAS
LICUADO DE PETRÓLEO. ESPECIFICACIONES DE FABRICACIÓN, MATERIALES, MÉTODOS DE
PRUEBA E IDENTIFICACIÓN (CANCELA A LA NOM-008-SESH/SCFI-2010),
SINEC-20181122133548323.
Ciudad de
México, a 5 de junio de 2019.- El Director General de Normas y Presidente del
Comité Consultivo Nacional de Normalización de la Secretaría de Economía, Alfonso Guati Rojo Sánchez.- Rúbrica.
NORMA OFICIAL MEXICANA NOM-213-SCFI-2018, RECIPIENTES PORTÁTILES Y RECIPIENTES
TRANSPORTABLES SUJETOS A PRESIÓN, PARA CONTENER GAS LICUADO DE PETRÓLEO.
ESPECIFICACIONES DE FABRICACIÓN, MATERIALES, MÉTODOS DE PRUEBA E IDENTIFICACIÓN
(CANCELA A LA NOM-008-SESH/SCFI-2010)
Prefacio
La elaboración de la presente Norma Oficial Mexicana
es competencia del Comité Consultivo Nacional de Normalización de la Secretaría
de Economía (CCONNSE) integrado por:
·
Secretaría de Economía.
·
Secretaría de Salud.
·
Secretaría del Trabajo y Previsión Social.
·
Secretaría de Medio Ambiente y Recursos Naturales.
·
Secretaría de Agricultura y
Desarrollo Rural.
·
Secretaría de Comunicaciones y Transportes.
·
Secretaría de Turismo.
·
Secretaría del Bienestar.
·
Secretaría de Gobernación.
·
Secretaría de Energía.
·
Centro Nacional de Metrología.
·
Comisión Federal de Competencia Económica.
·
Procuraduría Federal del Consumidor.
·
Comisión Nacional del Agua.
·
Instituto Mexicano del Transporte.
·
Cámara Nacional de la Industria de Transformación.
·
Confederación de Cámaras Nacionales de Comercio, Servicios y
Turismo.
·
Confederación de Cámaras Industriales de los Estados Unidos
Mexicanos.
·
Asociación Nacional de Tiendas de Autoservicio y Departamentales.
·
Asociación Nacional de Importadores y Exportadores de la República
Mexicana.
·
Cámara Nacional de Comercio de la Ciudad de México.
·
Consejo Nacional Agropecuario.
·
Universidad Nacional Autónoma de México.
·
Instituto Politécnico Nacional.
Con objeto de elaborar la presente Norma Oficial
Mexicana, se constituyó un Grupo de Trabajo con la participación voluntaria de
los siguientes actores:
· Administración de Servicio de Gas Licuado de Petróleo
· Agencia de Seguridad, Energía y Ambiente.
· A&E Intertrade S. A. de C. V.
· Asociación de Normalización y Certificación, A. C.
· Asociación Mexicana de Empresarios Gasolineros, A. C.
· Asociación Mexicana de Fabricantes de Recipientes a Presión para Gas Licuado de Petróleo, A.C.
· Cámara Regional del Gas A.C.
· Comisión Reguladora de Energía.
Con el
objeto de dar cumplimiento a los artículos 6, 7, fracciones I, IV, V, IX y XI,
8, fracciones I, II, II, VII, IX, X, XII, XIII, XIV y XV y 78 de la Ley General
de Mejora Regulatoria (LGMR), relativos a la mejora regulatoria, simplificación
de trámites, servicios y reducción de costos, esta Dirección General de Normas
a través de la plataforma Sistema de Normalización y Evaluación de la
Conformidad (SINEC), podrá recibir, tramitar y desahogar de manera electrónica
los dos trámites siguientes:
|
SE-04-004 |
Autorización de Trazabilidad
hacia Patrones Nacionales o Extranjeros. |
|
SE-04-014 |
Autorización para la
importación de muestras de mercancías sujetas a normas oficiales mexicanas
competencia de la Secretaría de Economía. |
Con lo
anterior, se da cumplimiento a los preceptos de simplificación regulatoria.
Índice del contenido
1. Objetivo y campo de aplicación
2. Referencias Normativas
3. Términos, definiciones y términos abreviados
4. Clasificación
5. Requisitos generales
6. Recipientes de acero al carbono y de acero microaleado (Clase I)
7. Recipientes de acero inoxidable (Clase II)
8. Recipientes de materiales compuestos (Clase
III)
9. Marcado
10. Válvula de
servicio
11. Muestreo
12. Métodos de prueba
13. Procedimiento para la evaluación de la conformidad (PEC)
14. Sanciones
15. Vigilancia
16. Concordancia con normas internacionales y normas mexicanas
APÉNDICE NORMATIVO 11 COMPOSICIÓN QUÍMICA Y PROPIEDADES MECÁNICAS
DE LOS ACEROS INOXIDABLES
APÉNDICE NORMATIVO 22 COMPATIBILIDAD DEL GAS LICUADO DE PETRÓLEO CON OTROS MATERIALES
APÉNDICE NORMATIVO 33
COMPATIBILIDAD DEL GAS LICUADO
DE PETRÓLEO CON MATERIALES
NO METÁLICOS
17. Bibliografía
TRANSITORIOS
1. Objetivo y campo de aplicación
Esta Norma Oficial
Mexicana establece las especificaciones técnicas mínimas de diseño, de
fabricación y de seguridad, así como los métodos de prueba que como mínimo,
deben cumplir los recipientes transportables sujetos a presión y los
recipientes portátiles para contener Gas Licuado de Petróleo reabastecibles,
con capacidad de almacenamiento nominal de hasta 45 kg, que se utilicen en los
Estados Unidos Mexicanos para la distribución o expendio al público de dicho
petrolífero.
2. Referencias Normativas
Los
siguientes documentos normativos vigentes o aquellos que los cancelen,
modifiquen o sustituyan son indispensables para la aplicación de esta Norma
Oficial Mexicana:
2.1 Norma
Oficial Mexicana NOM-197-SCFI-2017,
Válvula que se utiliza en recipientes transportables para contener gas L.P.
Especificaciones y métodos de prueba, fecha de publicación en el Diario Oficial
de la Federación el 2018-08-17.
2.2 Norma
Mexicana NMX-B-086-1991, Guía para examen radiográfico (cancela a la
NOM-B-86-1987), fecha de publicación en el Diario Oficial de la Federación el
1992-01-03.
2.3 Norma
Mexicana NMX-B-172-CANACERO-2018, Industria Siderúrgica-Métodos de prueba mecánicos
para productos de acero y hierro (cancela a la NMX-B-172-CANACERO-2013), fecha
de publicación en el Diario Oficial de la Federación el 2018-11-01.
2.4 Norma
Mexicana NMX-B-266-1989, Requisitos generales para lámina laminada en caliente
y en frío, de acero al carbono y de acero de baja aleación y alta resistencia
(Cancela a la NOM-B-266-1982), fecha de publicación en el Diario Oficial de la
Federación el 1989-12-14.
2.5 Norma
Mexicana NMX-B-80-1978, Métodos de prueba mecánicos para juntas soldadas, fecha
de publicación en el Diario Oficial de la Federación el 1978-12-28 y sus
modificaciones.
2.6 Norma
Mexicana NMX-X-045-SCFI-2008, Industria del gas-Resistencia a la corrosión de
partes metálicas o no metálicas con o sin recubrimiento-Método de prueba, fecha
de publicación en el Diario Oficial de la Federación el 2009-06-09.
2.7 Norma
Mexicana NMX-X-15-1981, Recipientes sujetos a presión-Comportamiento
elástico-Método de prueba. (Esta norma cancela a la NOM-X-15-1964), fecha de
publicación en el Diario Oficial de la Federación el 1981-07-13.
2.8 Norma Mexicana
NMX-Z-012/1-1987, Muestreo para la inspección por atributos-Parte 1:
Información general y aplicaciones. (Esta norma cancela la NOM-Z-12/1-1975 y la
NOM-Z-12/4-1977), fecha de publicación en el Diario Oficial de la Federación el
1987-10-28.
2.9 Norma Mexicana
NMX-Z-012/2-1987, Muestreo para la inspección por atributos-Parte 2: Métodos de
muestreo, tablas y gráficas. (Esta norma cancela la NOM-Z-12/2-1975 y la
NOM-Z-12/3-1975), fecha de publicación en el Diario Oficial de la Federación el
1987-10-28.
2.10 Norma Mexicana
NMX-Z-012/3-1987, Muestreo para la inspección por atributos-Parte 3: Regla de
cálculo para la determinación de planes de muestreo. (Esta norma cancela la
NOM-Z-12/5-1980), fecha de publicación en el Diario Oficial de la Federación el
1987-07-31.
2.11 Norma
Mexicana DGN-122-1973, Determinación de las propiedades de resistencia a la
corrosión de partes metálicas con recubrimientos, empleadas en vehículos
automotores-Método de niebla salina, fecha de publicación en el Diario Oficial
de la Federación el 1974-01-07.
3. Términos, definiciones y términos abreviados
Para los propósitos de esta Norma Oficial Mexicana, los siguientes
términos, definiciones y términos abreviados son aplicables.
3.1 acero inoxidable
Tipo de acero que presenta en su composición química cuando menos 10.50% de cromo (Cr).
3.2 base de sustentación
Aditamento de acero, de un recipiente metálico,
que presenta forma cilíndrica rebordeada hacia el interior
en su parte inferior, soldado
al casquete inferior del recipiente para sostenerlo y posicionarlo verticalmente sobre el nivel de piso terminado.
3.3 casquete
Componente de acero, de un recipiente metálico, utilizado
para ser soldado en los extremos de la sección cilíndrica de un recipiente transportable a efecto de darle forma de envase, o en su caso, para conformar directamente el contenedor que estará sujeto a presión.
3.4 contenido
neto
Cantidad
de Gas Licuado de Petróleo pre envasado que contiene un recipiente transportable dispuesto para
comercialización, expresada en kg.
3.5 cubierta exterior
Aditamento o capa, de
material transparente o pigmentado, que se integra a
un recipiente de material compuesto, como elemento de protección,
estabilidad y/o maniobrabilidad, o para fines estéticos.
3.6 cuello protector
Aditamento de un recipiente transportable, utilizado para
proteger a la válvula de servicio del mismo contra daños causados por impacto,
y que se encuentra soldado al casquete superior de un recipiente metálico, o en
su caso, forma parte de la cubierta exterior de un recipiente de material
compuesto.
3.7 dispositivo de máximo llenado
Elemento de una válvula de servicio, que sirve para indicar la altura del
nivel prefijado de Gas Licuado de Petróleo en el interior del recipiente transportable.
3.8 dispositivo de prevención
de
sobrellenado
(OPD)
Elemento que
se
integra a una
válvula de servicio, el cual permite detener el paso de Gas Licuado de Petróleo a través de dicha válvula durante el llenado del recipiente
transportable, una vez que este proceso ha alcanzado un porcentaje de llenado preestablecido.
3.9 elastómero
Material que a temperatura ambiente se puede
estirar repetidamente hasta alcanzar,
al menos, el doble de su longitud, y que al liberar la tensión vuelve aproximadamente a su longitud original.
3.10 ensayo de certificación de modelo
Método de prueba aplicado específicamente para determinar el otorgamiento o no, de un certificado de producto para un modelo de recipiente transportable, en términos del procedimiento para la evaluación
de la conformidad de
la presente Norma Oficial
Mexicana.
3.11 ensayo
de producción
Método
de prueba aplicado periódicamente por un fabricante de recipientes
transportables, de acuerdo a tamaños de lote, a efecto de monitorear el
cumplimiento de las especificaciones contenidas en la presente Norma Oficial
Mexicana.
3.12 etiqueta
Cualquier rótulo, marbete, inscripción, imagen u
otra materia descriptiva o gráfica, escrita, impresa, estarcida, marcada,
grabada en alto o bajo relieve, adherida, sobrepuesta o fijada al producto, a
su envase o, cuando no sea posible por las características del producto o su
envase, al embalaje.
3.13 fibra
(haz)
Filamentos continuos, colocados en forma entretejida
que forman parte de un recubrimiento, que tienen por objeto soportar la carga
en un recipiente de material compuesto, y que están constituidos a partir de
fibras de vidrio, aramida o carbono.
3.14 forro
Envase
optativo de un recipiente de material compuesto, metálico o no, diseñado para
contener directamente el Gas Licuado de Petróleo y transmitir la presión del
hidrocarburo a las fibras.
3.15 forro metálico
Forro
fabricado a partir de material metálico.
3.16 forro no metálico
Forro
fabricado a partir de material termoplástico, termoestable, o elastómero.
3.17 fuga
Escape no
controlado de Gas Licuado de Petróleo a la atmósfera.
3.18 gas licuado de petróleo (Gas Licuado de
Petróleo)
Aquél que
es obtenido de los procesos de refinación del Petróleo y de las plantas
procesadoras de Gas Natural, y está compuesto principalmente de butano y
propano.
3.19 matriz
Material
utilizado para unir y mantener a las fibras del recubrimiento en su lugar.
3.20 medio
cople (brida integral)
Pieza
metálica, forjada o maquinada de forma circular, integrada en la parte central
del casquete superior de un recipiente metálico o en el extremo superior
central del recubrimiento o del forro de un recipiente de material compuesto, a
efecto de permitir el roscado de la válvula de servicio correspondiente.
3.21 peso bruto
Es la suma
del peso de la tara, más el peso del Gas Licuado de Petróleo contenido en el
recipiente. En el caso de aquellos recipientes transportables dispuestos para
comercialización, es el resultado de la suma de la tara del recipiente más el
contenido neto de Gas Licuado de Petróleo
3.22 presión de servicio (presión de diseño)
Presión a
la que se diseña un recipiente transportable, para que éste pueda contener Gas
Licuado de Petróleo en forma segura durante su uso.
3.23 presión
de prueba
Presión
a la que deben efectuarse algunas de las pruebas del recipiente transportable,
para valorar la integridad y cumplimiento normativo del mismo. Su valor es de
3.33 MPa (34.0 kgf/cm2).
3.24 presión de ruptura
Presión
máxima que se alcanza en un recipiente transportable o, en su caso, en el forro
del mismo, durante la correspondiente prueba de ruptura.
3.25 recipiente de material compuesto
Tipo de recipiente transportable fabricado con forro metálico, forro no
metálico o sin forro, constituido por un recubrimiento de elementos compuestos
devanados, y protegido por una cubierta exterior.
3.26 recipiente
metálico
Tipo de
recipiente transportable construido a partir de acero al carbono o de acero
microaleado o acero inoxidable.
3.27 recipiente portátil
El
envase utilizado para la Distribución o Expendio al Público de Gas Licuado de
Petróleo, cuyas características de seguridad, peso y dimensiones, permiten que
pueda ser manejado manualmente por Usuarios Finales en términos de las normas
oficiales mexicanas.
3.28 recipiente transportable sujeto a presión
Envase utilizado para contener Gas Licuado de
Petróleo, que, por sus características de seguridad, peso y dimensiones, debe
ser manejado manualmente por personal capacitado del Permisionario, en términos
de las Normas Oficiales Mexicanas
3.29 recubrimiento (envoltura de material compuesto)
Fibras y
matriz tomadas en conjunto como una unidad combinada para efectos de la
fabricación de un recipiente de material compuesto.
3.30 relevado de esfuerzos
Tratamiento
térmico que consiste en la aplicación de calor a un producto de acero, hasta
adquirir una temperatura uniforme por debajo del punto crítico inferior del
acero, y posteriormente enfriarlo a temperatura ambiente en condiciones
controladas.
3.31 tara
Peso
correspondiente a un recipiente transportable vacío, expresado en kg.
3.32 temperatura ambiente
Temperatura
del entorno que varía entre los 283 K y 308 K (10°C y 35°C).
3.33 termoestable (termofijo)
Tipo de
polímero que, una vez fraguado o curado por aplicación de calor o por medios
químicos, se transforma en un producto sustancialmente infusible e insoluble.
3.34 termoplástico
Tipo de
polímero capaz de ablandarse mediante el incremento de temperatura y de
endurecerse mediante la reducción de temperatura.
3.35 válvula de carga y
descarga
Elemento mecánico
que forma parte de una válvula de servicio, cuyo mecanismo de apertura o cierre
se opera manualmente.
3.36 válvula de no retroceso
Dispositivo
que se instala en la salida de la válvula de servicio, que permite el paso de
gas solamente cuando una conexión se instala en la válvula.
3.37 válvula
de relevo de presión (válvula de seguridad)
Elemento
de operación automática que forma parte de una válvula de servicio, que tiene
por objeto aliviar la presión excedente de Gas Licuado de Petróleo dentro de un
recipiente transportable, permitiendo el escape de dicho hidrocarburo de
acuerdo a una especificación de diseño preestablecida.
3.38 válvula
de servicio
Accesorio
de un recipiente transportable, que puede ser de acoplamiento directo o
indirecto, conformado por una válvula de carga y descarga y una válvula de
relevo de presión. Puede contar o no con dispositivos de seguridad adicionales.
3.39 DGN
Dirección
General de Normas de la Secretaría de Economía.
3.40 familia de modelos
Al grupo
de modelos de un mismo producto, referidos en esta Norma Oficial Mexicana como
del mismo tipo, en el que las variantes son de carácter estético o de
apariencia, pero conservan las características de funcionamiento que aseguran
el cumplimiento de esta Norma Oficial Mexicana.
3.41 informe de resultados
Al
documento que emite un laboratorio de pruebas, mediante el cual se presenta
ante la DGN o los organismos de certificación, los resultados obtenidos de las
pruebas realizadas a los recipientes para contener Gas Licuado de Petróleo tipo
transportable.
3.42 laboratorio de pruebas
Al
laboratorio de pruebas acreditado y aprobado conforme lo establece la Ley
Federal sobre Metrología y Normalización, y su Reglamento.
3.43 laboratorio de pruebas extranjero
Aquel
laboratorio de pruebas que se encuentra fuera del territorio nacional y el cual
está acreditado por el organismo de acreditación de su país y cuenta con
reconocimiento mutuo ante nuestro organismo nacional de acreditación,
adicionalmente debe estar acreditado y aprobado para la presente Norma Oficial
Mexicana.
3.44 Ley
A la Ley
Federal sobre Metrología y Normalización y su Reglamento.
3.45 muestreo de producto
Al
procedimiento mediante el cual se selecciona los recipientes para contener Gas
Licuado de Petróleo tipo transportable, con el fin de someterlos a las pruebas
que se describen en esta Norma Oficial Mexicana.
3.46 Organismo de Certificación
A la
persona moral acreditada y aprobada conforme a la Ley, que tenga por objeto
realizar funciones de certificación de los recipientes para contener Gas
Licuado de Petróleo tipo transportable.
3.47 Organismo de certificación de
sistemas de gestión de la calidad
A la
persona moral acreditada conforme a la Ley, que tenga por objeto realizar
funciones de certificación de sistemas de gestión de la calidad de la línea de
producción de los recipientes para contener Gas Licuado de Petróleo tipo
transportable, y que tenga los procedimientos de verificación de conformidad
con lo dispuesto en la Ley.
3.48 PEC
Procedimiento
para la evaluación de la conformidad para determinar el grado de cumplimiento
con esta Norma Oficial Mexicana.
3.49 certificado de la conformidad
Al
documento mediante el cual la DGN o los organismos de certificación hacen
constar que los recipientes para contener Gas Licuado de Petróleo tipo
transportable cumplen con las especificaciones establecidas en esta Norma
Oficial Mexicana.
3.50 NOM
Norma
Oficial Mexicana
3.51 verificación
Constatación
ocular y comprobación mediante muestreo, medición, pruebas o revisión de
documentos que se realiza para evaluar la conformidad con esta Norma Oficial
Mexicana, en un momento determinado.
3.52 seguimiento
Evaluación
de los servicios, procesos y productos mediante verificación ocular, muestreo,
pruebas tipo, investigación de campo o evaluación del sistema de gestión de la
calidad, posterior a la expedición del certificado de la conformidad, que tiene
por objeto comprobar el cumplimiento a lo establecido en esta Norma Oficial
Mexicana, así como las condiciones bajo las cuales se otorgó inicialmente dicho
certificado.
Los
recipientes transportables objeto de la presente Norma Oficial Mexicana se
clasifican, de conformidad con los materiales y tecnología de fabricación, en
las siguientes clases y tipos:
a) Clase I. Recipientes de acero al carbono o de
acero microaleado.
i.
Tipo A.- Común
ii.
Tipo B.- Semicapsulado
iii.
Tipo C.- Especial
b) Clase II. Recipientes de acero inoxidable.
i.
Tipo A.- Con soldadura longitudinal
ii.
Tipo B.- Sin soldadura longitudinal
c) Clase III. Recipientes de materiales compuestos.
i.
Tipo A.- Con forro metálico
ii.
Tipo B.-
Con forro no metálico
iii.
Tipo C.- Sin forro
Para todas las clases y tipos de
recipientes transportables se debe cumplir lo siguiente:
5.1 Presión de servicio
Los recipientes transportables deben
diseñarse para contener gas propano, con una presión de servicio no menor de
1.65 MPa (16.90 kgf/cm2).
5.2 Capacidad volumétrica
Los recipientes portátiles y recipientes
transportables sujeto a presión de cualquier clase y tipo, deben diseñarse de
tal forma que su capacidad de almacenamiento, en litros de agua, sea acorde con
las siguientes consideraciones:
5.2.1 La capacidad volumétrica para Recipientes
Transportables sujetos a presión con capacidad nominal de 45 kg de Gas Licuado
de Petróleo debe ser como mínimo 102.0 l y 108.0 l como máximo.
5.2.2 La capacidad volumétrica para Recipientes
Transportables sujetos a presión con capacidad nominal de 30 kg de Gas Licuado
de Petróleo debe ser como mínimo 68.0 l y 73.0 l como máximo.
5.2.3 La capacidad volumétrica para Recipientes
Transportables sujetos a presión con capacidad nominal de 20 kg de Gas Licuado
de Petróleo debe ser como mínimo 45.0 l y 48.0 l como máximo.
5.2.4 La capacidad volumétrica para Recipientes Portátiles
con capacidad nominal de 10 kg de Gas Licuado de Petróleo debe ser como mínimo
23.0 l y 24.0 l como máximo.
5.2.5 Para otros recipientes con capacidades
nominales diferentes a las señaladas en este numeral, la capacidad volumétrica
mínima del recipiente, en litros de agua, expresada en dm3, debe ser
acorde a una relación de llenado del 42% como máximo, de la masa equivalente de
Gas Licuado de Petróleo, usando para realizar el cálculo la siguiente fórmula:
V = K*F
En
donde:
V = Volumen en dm3
K= kilogramos
de Gas Licuado de Petróleo (capacidad nominal)
F= 2.4
5.2.6 La capacidad volumétrica se comprueba de
acuerdo al método de prueba establecido en el numeral 12.1.1
5.3 Recipientes portátiles
A efecto de que un recipiente
transportable pueda considerarse como recipiente portátil, debe estar diseñado
para tener un peso bruto igual o menor que 25 kg.
5.4 Dispositivos electrónicos de
identificación
Sin perjuicio de lo establecido en los
numerales 6.2, 7.2 y 8.2, se permite de manera opcional la instalación de
dispositivos electrónicos fijos y permanentes que tengan como función mínima la
identificación de los recipientes.
5.4.1 Los dispositivos electrónicos de
identificación deben ubicarse en sitios donde se facilite su lectura y
protección, tales como la superficie interior del cuello protector, el interior
del rebordeado del cuello protector, junto al medio cople sobre la superficie
del casquete superior, cubierta exterior, entre otros sitios, de conformidad
con las recomendaciones del fabricante.
5.4.2 Los dispositivos de identificación
electrónicos deben contar con un código de identificación inalterable y no
duplicable.
5.4.3 Los dispositivos a que se refiere el
numeral 5.4, así como sus lectores, deben contar con la certificación que
especifique el cumplimiento con lo establecido en el numeral 5.4.2 y que su uso
es apropiado en recipientes para contener Gas Licuado de Petróleo.
5.4.4 Independientemente que de manera optativa
se utilicen los dispositivos a que se refiere el numeral 5.4, en cuyo caso deben
observarse las especificaciones descritas en los numerales 5.4.1, 5.4.2 y
5.4.3, es obligatorio que los recipientes transportables de cualquier clase
cumplan con las especificaciones de marcado descritas en el numeral 9.
6. Recipientes de acero al carbono y de acero microaleado (Clase I)
6.1 Materiales
Los materiales de fabricación que se
utilicen para los casquetes superior e inferior de los recipientes, así como,
en su caso, para la sección cilíndrica, deben ser aquellos especificados en la
Tabla 4 y cumplir con las propiedades y requisitos ahí establecidos. Los
materiales que se utilicen para los demás aditamentos y componentes que vayan
soldados al recipiente, pueden ser de acero al carbono o de acero microaleado.
Dichos materiales deben cumplir con las características y propiedades señaladas
en el numeral 6.5.
6.2 Diseño y fabricación
Los recipientes tipo A (común) deben
constituirse de un cuerpo principal conformado por una sección cilíndrica y dos
casquetes (superior e inferior), así como de un medio cople, un cuello
protector y una base de sustentación (ver Figura 1).
Figura 1 - Recipiente Clase I, tipo
común
Los recipientes tipo B (semicapsulado)
deben constituirse de un cuerpo principal conformado por dos semicápsulas
cilíndricas (casquetes superior e inferior) soldadas circunferencialmente; así
como de un medio cople; un cuello protector y una base de sustentación (ver
Figura 2).
Figura 2 -
Recipiente Clase I, tipo semicapsulado
Los recipientes tipo C (especial) pueden
constituirse a partir de cualquiera de los dos diseños referidos en el presente
numeral (comunes o semicapsulados).
Se considerarán recipientes tipo C a
aquellos de cualquier forma o diseño con capacidades diferentes a las señaladas
en la Tabla 2.
En el diseño y fabricación de recipientes
de cualquier tipo, no se permite la inclusión de partes y/o accesorios en el
exterior de dichos recipientes, adicionales a los descritos en el presente
numeral, tales como anillos compensadores de peso de cualquier material u otros
elementos afines no contemplados en la presente Norma Oficial Mexicana.
Los recipientes especiales tipo C con un
peso bruto de hasta 25 kg pueden contar con características diferentes en
cuanto a dimensiones, base de sustentación, cuello protector, tara y marcado, a
diferencia de lo establecido para los recipientes comunes (tipo A) y
semicapsulados (tipo B).
6.2.1 Planos
Se debe contar con uno o más planos,
completamente acotados, de las dimensiones y tolerancias del recipiente
terminado y de cada uno de sus componentes y aditamentos, incluyendo la válvula
de servicio. Dichos planos deben acompañarse de la memoria técnica
correspondiente que contenga los datos relativos a los requisitos de diseño
establecidos en la presente Norma Oficial Mexicana.
6.2.2 Cuerpo principal
6.2.2.1 Sección cilíndrica (recipientes tipo
común)
La unión longitudinal de la lámina usada
en la fabricación de la sección cilíndrica de los recipientes tipo común, debe
ser a tope, con un desalineamiento máximo permisible entre las dos superficies
de 1/6 del espesor de la lámina, o de 0.80 mm, lo que resulte menor (Ver Figura
1).
6.2.2.2 Casquetes
Para el caso de recipientes tipo común,
los casquetes deben ser de forma semiesférica o de forma semielíptica, en este
último caso, deben tener un faldón recto de 13 mm de altura como mínimo y
relación de ejes de 2:1 (ver Figura 3).
Figura 3
- Formas de casquete
Tratándose de recipientes tipo
semicapsulado, las semicápsulas o casquetes que conformen al cuerpo principal
deben presentar, cada una, un extremo de forma semiesférica o semielíptica con
relación de ejes de 2:1.
6.2.2.3 Unión de casquetes
Tratándose de recipientes tipo común, la
unión de la sección cilíndrica con los casquetes debe contar con bayoneta que
permita un traslape de longitud mínima de 4 veces el espesor nominal de la
lámina.
Tratándose de recipientes tipo
semicapsulado, las semicápsulas o casquetes deben soldarse circunferencialmente
con bayoneta y traslape de longitud mínima de 4 veces el espesor nominal de la
lámina.
6.2.3 Medio cople
Debe ser de acero con un porcentaje máximo
en peso de 0.25 de carbono (C) y 1.25 de manganeso (Mn). La parte superior del
cuello puede ser cónica o cilíndrica. Debe contar con un orificio concéntrico
que presente una rosca hembra cónica para cuerda macho tipo NPT de 19 mm
(3/4") y estar soldada en el centro del casquete superior (ver Figura 4).
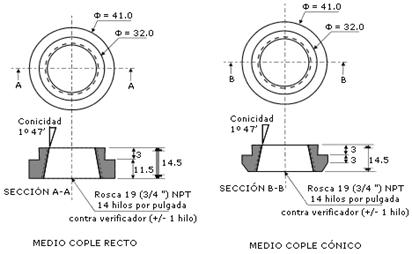
Figura 4
- Dimensiones de medio cople
Acotaciones en
mm. Todas las dimensiones son mínimas excepto cuando se indiquen tolerancias.
Excentricidad máx. ± 0.20
6.2.3.1 Concentricidad y desviación máxima
El eje de la rosca del medio cople debe
ser concéntrico al eje del recipiente, con tolerancia de 2.5 mm (ver Figura 5).
La desviación máxima del eje del
recipiente con el eje de la rosca del medio cople será de 0.1745 rad (10°) (ver
Figura 5).
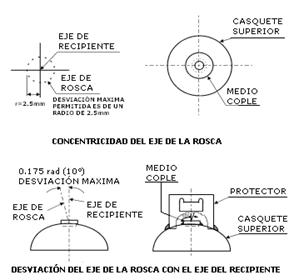
Figura 5 -
Concentricidad y desviación del medio cople con el recipiente.
6.2.3.2 Características
La rosca del medio cople debe cumplir con
las siguientes características:
a) Tener un diámetro nominal de 19 mm (3/4”);
b) Contar con 14 hilos por 25.40 mm (1.0”), y
c) Presentar una conicidad de 6.25 cm/m.
Las cuerdas internas deben ser tales que
permitan la instalación correcta de la válvula de servicio, y, por ende,
minimice los esfuerzos sobre la rosca después de la aplicación del torque
correspondiente en términos de lo dispuesto en el numeral 10.1.2.
En lo que refiere a dimensiones
exteriores, el medio cople debe cumplir con las especificaciones señaladas en
la Tabla 1.
Tabla 1 -
Dimensiones exteriores del medio cople, en mm.
|
Parte |
Alturas mínimas |
Diámetro exterior mínimo |
||
|
Cónico |
Cilíndrico |
Cónico |
Cilíndrico |
|
|
Guía |
3.0 |
3.0 |
32.0 |
32.0 |
|
Cuello |
3.0 |
11.5 |
41.0 |
-- |
|
Conjunto |
14.0 |
14.5 |
41.0 |
41.0 |
6.2.4 Cuello protector
El cuello protector debe cumplir con las
siguientes especificaciones (ver Figura 6):
a) Debe ser de forma cilíndrica con
un rebordeado en su parte superior realizado a 3.1416 rad (180°) como mínimo, y
un diámetro de 3 veces el espesor de la lámina como mínimo;
b) El diámetro exterior del cuello
protector debe ser 200 mm ± 10 mm y un cierre de 3 puntos de soldadura como
mínimo;
c) Su altura debe permitir un
libramiento mínimo de 30 mm entre la parte superior del cuello y del volante de
la válvula abierta;
d) Debe tener un corte limpio, sin
rebaba ni filos cortantes;
e) Debe presentar dos ventanas
diametralmente opuestas. El área de cada una de ellas no debe ser mayor de un
rectángulo de 110 mm x 150 mm, ni menor que la de un círculo de 95 mm de
diámetro, las cuales deben permitir la conexión de la válvula de servicio a una
instalación de aprovechamiento;
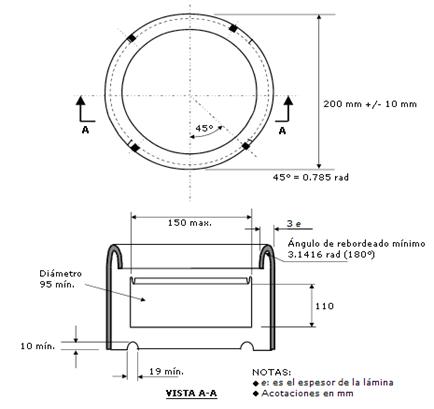
Figura 6 -
Cuello protector
f) Debe tener cuatro orificios
semicirculares o rectangulares con un diámetro mínimo de 19 mm, aproximadamente
equidistantes entre sí. Los orificios deben ubicarse aproximadamente a 0.785
rad (45°) de los ejes verticales que pasan por la ventana, estando los centros
de los diámetros localizados en la circunferencia de contacto con el casquete
superior del recipiente;
g) El lado superior de cada ventana
debe presentar un doblez con grosor mínimo de 3 veces el espesor nominal de la
lámina utilizada, hacia el interior del protector, y
h) El cuello debe quedar fijo al
casquete superior del recipiente por medio de cuatro cordones de soldadura de
40 mm de longitud como mínimo, cada uno y aproximadamente equidistantes entre
sí; su eje debe ser concéntrico al del recipiente (ver Figuras 1 y 2).
6.2.4.1 Alternativas adicionales
Tratándose de recipientes portátiles, el
cuello protector puede ser semicilíndrico (opción A) formado por un arco
continuo de aproximadamente 4.712 rad (270°), o por dos arcos enfrentados
(opción B) de aproximadamente 2.356 rad (135°) cada uno. En caso de utilizar
arco continuo, el cuello puede presentar una sola ventana; si el cuello se
forma a partir de los arcos enfrentados, debe existir una ventana en cada
segmento (ver Figura 7). Debe cumplirse con los requisitos especificados en el
numeral 6.2.4.
Figura 7
- Alternativas de cuello protector para recipiente portátil
6.2.5 Base de sustentación
La base de
sustentación debe cumplir con las siguientes especificaciones (ver Figura 8):
a) Debe ser de
forma cilíndrica rebordeada en su interior a 3.1416 rad (180°) como mínimo y un
diámetro de 3 veces el espesor de la lámina como mínimo, con cierre a base de
soldadura total;
b) El diámetro
exterior debe ser de acuerdo con las dimensiones de la Tabla 2 y su altura debe
permitir un libramiento mínimo de 35 mm, entre la parte inferior del casquete y
el extremo inferior de dicha base;
c) Debe tener
cuatro orificios semicirculares de 19 mm de diámetro como mínimo,
aproximadamente equidistantes entre sí, estando los centros de los diámetros
localizados en la circunferencia de contacto con el casquete inferior del
recipiente, y
d) La base de sustentación debe quedar fijada al casquete inferior con su eje
concéntrico al recipiente, por medio de cuatro cordones de soldadura de 50 mm
como mínimo. Uno de los cordones debe formar una T con soldadura vertical. Para
efectos de desagüe, la base debe tener en su parte inferior 4 orificios,
preferentemente equidistantes entre sí, similares a los orificios
semicirculares descritos en el inciso c) de este numeral.
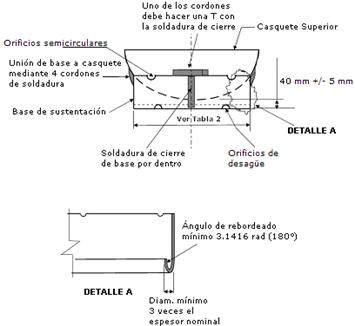
Figura 8
- Base de sustentación
6.3 Capacidad de almacenamiento y dimensiones
Los recipientes tipo A y tipo B deben ser
fabricados conforme a las capacidades de almacenamiento y dimensiones descritas
en la Tabla 2.
Tabla 2 - Capacidades de almacenamiento y
diámetros exteriores para recipientes Clase I, tipos A y B
|
Capacidad Nominal, en kg |
Diámetro exterior del recipiente, en mm |
Diámetro exterior de base de sustentación,
en mm |
||
|
Mínimo |
Máximo |
Mínimo |
Máximo |
|
|
45 |
358.4 |
375.0 |
339.0 |
349.0 |
|
30 |
297.0 |
311.0 |
280.0 |
290.0 |
|
20 |
297.0 |
311.0 |
280.0 |
290.0 |
|
10 |
297.0 |
311.0 |
280.0 |
290.0 |
Los recipientes tipo C podrán ser
fabricados de cualquier capacidad nominal distinta a las descritas en la Tabla
2.
6.4 Tara y capacidad volumétrica
La tara de los recipientes tipos A y B,
incluyendo su válvula de servicio, debe estar de acuerdo con la Tabla 3.
Tabla 3 - Masa de recipientes Clase I, tipos A y B
|
Capacidad nominal, en kg |
Masa del recipiente, en kg |
Tolerancia de fabricación |
|
45 |
33.8 |
± 3 % |
|
30 |
26.6 |
± 3 % |
|
20 |
19.4 |
± 3 % |
|
10 |
12.3 |
± 3 % |
La capacidad volumétrica y tara real de
cualquier tipo de recipiente Clase I, incluyendo su válvula de servicio, no
deben diferir del ± 1 % en relación a los valores de capacidad de agua y de
tara, que se identifiquen en la memoria técnica y en el marcado establecido en
el numeral 9.1.2. Lo anterior se comprueba con los métodos de prueba descrito
en el numeral 12.1.2.
Tratándose de recipientes tipos A y B, la
variación máxima para la tara real señalada en el párrafo anterior es
permisible siempre y cuando dicha tara se encuentre dentro de la tolerancia de
fabricación referida en la Tabla 3.
6.5 Especificaciones de la lámina
6.5.1 Composición química y propiedades
mecánicas
La lámina utilizada en la fabricación de
la sección cilíndrica y los casquetes o semicápsulas que conformen al cuerpo
principal del recipiente, deben ser los señalados en la Tabla 4 y cumplir con
las propiedades y requisitos en ella establecidos.
El cuello protector y la base de
sustentación pueden ser fabricados a partir de lámina de acero al carbono o de acero microaleado
conforme a lo referido en el párrafo anterior o, en su caso, con algún otro
material compatible.
Se entenderá como material compatible
cualquier tipo de acero al carbono o acero microaleado susceptible de ser
fijado permanentemente, mediante soldadura, al cuerpo, casquetes o semicápsula
del recipiente transportable, sin que éstos sufran afectaciones.
Tabla 4 - Propiedades mecánicas y
composición de aceros para recipientes Clase I
|
|
|
Tipo 1 |
Tipo 2 (SA-414C) |
Tipo 3 (SA-414D) |
Tipo 4 (SA-414E) |
Tipo 5 (SA-414F) |
Tipo 6 (SA-414G) |
Tipo 7 (SA-455) |
|
Tensión (MPa) |
|
420 |
380-480 |
410-520 |
450-590 |
380-480 |
515-655 |
515-655 |
|
Cedencia mín (MPa) |
|
283 |
230 |
240 |
260 |
230 |
310 |
260 |
|
Elongación mín en 200 mm (%) |
|
10 |
16 |
14 |
12 |
10 |
10 |
15 |
|
Elongación mín en 50mm (%) |
|
20 |
20 |
18 |
16 |
14 |
16 |
22 |
|
Carbono (% máx.) |
Colada |
0.24 |
0.25 |
0.25 |
0.27 |
0.31 |
0.31 |
0.33 |
|
|
Producto |
0.26 |
0.25 |
0.25 |
0.27 |
0.31 |
0.31 |
0.33 |
|
Manganeso (%máx.) |
Colada |
0.50-1.00 |
0.90 |
1.20 |
1.20 |
1.20 |
1.35 |
0.85-1.20 |
|
|
Producto |
0.45-1.05 |
0.90 |
1.20 |
1.20 |
1.20 |
1.35 |
0.79-1.30 |
|
Fósforo (% máx.) |
Colada |
0.04 |
0.035 |
0.035 |
0.035 |
0.035 |
0.035 |
0.025 |
|
|
Producto |
0.05 |
0.035 |
0.035 |
0.035 |
0.035 |
0.035 |
0.025 |
|
Azufre (% máx.) |
Colada |
0.05 |
0.035 |
0.035 |
0.035 |
0.035 |
0.035 |
0.025 |
|
|
Producto |
0.06 |
0.035 |
0.035 |
0.035 |
0.035 |
0.035 |
0.025 |
|
Silicio (% máx.) |
Colada |
0.30 |
0.30 |
0.30 |
0.30 |
0.30 |
0.30 |
0.40 |
|
|
Producto |
0.45 |
0.30 |
0.30 |
0.30 |
0.30 |
0.30 |
0.45 |
|
Niobio (% máx.) |
Colada |
0.01-0.04 |
|
|
|
|
|
|
|
|
Producto |
0.01-0.045 |
|
|
|
|
|
|
|
Cobre (% máx.) |
Colada |
0.05 |
|
|
|
|
|
|
|
|
Producto |
0.05 |
|
|
|
|
|
|
|
Níquel (% máx.) |
Colada |
0.03 |
|
|
|
|
|
|
|
|
Producto |
0.03 |
|
|
|
|
|
|
|
Cromo (% máx.) |
Colada |
0.03 |
|
|
|
|
|
|
|
|
Producto |
0.03 |
|
|
|
|
|
|
|
Molibdeno (% máx.) |
Colada |
0.01 |
|
|
|
|
|
|
|
|
Producto |
0.01 |
|
|
|
|
|
|
|
Zinc (% máx.) |
Colada |
0.01 |
|
|
|
|
|
|
|
|
Producto |
0.01 |
|
|
|
|
|
|
|
Aluminio (% máx.) |
Colada |
0.07 |
0.02-0.08 |
0.02-0.08 |
0.02-0.08 |
0.02-0.08 |
0.02-0.08 |
|
|
|
Producto |
0.07 |
0.02-0.08 |
0.02-0.08 |
0.02-0.08 |
0.02-0.08 |
0.02-0.08 |
|
|
Vanadio (% máx.) |
Colada |
0.01-0.05 |
|
|
|
|
|
|
|
|
Producto |
0.01-0.055 |
|
|
|
|
|
|
NOTA: Se permiten elementos residuales conforme a lo indicado en las versiones
vigentes de los códigos aplicables.
6.5.1.1 Notas aplicables para el material Tipo
1
El cobre, níquel, cromo, molibdeno,
zinc y aluminio pueden estar presentes en el acero de la lámina microaleada,
siempre y cuando no excedan los valores indicados en la Tabla 4.
El vanadio es sustituto del niobio. Se
permite la combinación de niobio y vanadio, siempre que los análisis de colada
y de producto se encuentren dentro de un intervalo 0.01 %-0.055 %.
Cuando el silicio es mayor que 0.10 %
en colada, el contenido máximo de carbono debe ser 0.28 %.
No se permite agregar otros elementos
para obtener efectos de aleación.
El tamaño del grano ferrítico debe ser
6 o más fino.
6.5.1.2 Notas aplicables para los materiales
Tipo 2, 3, 4, 5 y 6
Tabla 5 - Tolerancias máximas para elementos
no especificados cuando estén presentes en el acero
|
Cobre (%)A |
Análisis de colada Análisis de producto |
0.40 0.43 |
|
Níquel (%)A |
Análisis de colada Análisis de producto |
0.40 0.43 |
|
Cromo (%)A y B |
Análisis de colada Análisis de producto |
0.30 0.34 |
|
Molibdeno (%)A y B |
Análisis de colada Análisis de producto |
0.12 0.13 |
|
Vanadio (%)C |
Análisis de colada Análisis de producto |
0.03 0.04 |
|
Columbio (%)C |
Análisis de colada Análisis de producto |
0.02 0.03 |
A La suma de cobre, níquel, cromo y molibdeno no deberá de exceder de 1.0
% en el análisis de colada. Cuando uno o más de estos elementos están
especificados, la suma no aplica, en cuyo caso solamente los límites individuales
de los elementos no especificados aplican.
B La suma de cromo y molibdeno no deberá de exceder de 0.32 % del
análisis de colada. Cuando uno o más de estos elementos son especificados, la
suma no aplica, en cuyo caso, sólo los límites individuales de los elementos no
especificados aplican.
C Por acuerdo con el fabricante del acero, los límites del análisis de
colada para el vanadio o columbio se pueden incrementar hasta 0.10 % y 0.05 %,
respectivamente.
6.5.1.3 La
comprobación de las especificaciones químicas y mecánicas establecidas en la
Tabla 4, se hará mediante el certificado de origen de la lámina, en el que se
ostente el cumplimiento de la Norma Mexicana NMX-B-266-1989, en términos de lo
dispuesto en el PEC de la presente Norma Oficial Mexicana.
6.5.2 Espesores
Los espesores de
la lámina utilizada para la fabricación de recipientes Clase I, deben estar
conforme a las especificaciones descritas en la Tabla 6.
Tabla 6
- Espesores mínimos de lámina, en mm
|
Capacidad nominal en kg |
De 10 hasta 30 |
Mayor de 30 hasta 45 |
|
Sección cilíndrica |
2.12 |
2.46 |
|
Casquetes o semicápsulas |
2.12 |
2.46 |
|
Base de sustentación |
2.46 |
|
|
Cuello protector |
2.12 |
|
NOTA: A diferencia de lo indicado en la Tabla 6,
se permite una reducción máxima del 10 %, para casquetes, del espesor de la lámina.
6.5.2.1 Tratándose de recipientes Tipo C, el
espesor del cuerpo principal (casquetes y, en su caso, sección cilíndrica) se
debe calcular en función del diseño del recipiente, conforme a los incisos a) y
b) según corresponda. En cualquier caso, dicho espesor no debe ser inferior de
1.98 mm:
a) Para recipientes formados por dos casquetes y una sección cilíndrica:

b) Para recipientes semicapsulados:
![]()
Dónde:
S, es el esfuerzo de la pared,
en MPa.
P, es la presión de diseño, en
MPa.
Ph, es la presión de prueba (2P).
D, es el diámetro exterior, en
mm.
t, es el espesor del material
(D-d) / 2.
d, es el diámetro interior, en
mm.
E, es la eficiencia de la junta longitudinal
(Eficiencia 1.00 equivale a 100 % radiografiado; eficiencia 0.90 equivale a radiografiado
selectivo, 1 de cada 50 recipientes; eficiencia 0.75 es sin radiografiado).
El espesor debe ser tal que el esfuerzo de
la pared no exceda del valor menor de cualquiera de las siguientes
consideraciones:
i. El 50 % de la mínima resistencia a la tensión del material (determinado
como se indica en la Norma Mexicana NMX-B-172-CANACERO-2018), o
ii. 241.33 MPa (2 460.85 kgf/cm2).
El
espesor de la lámina de los casquetes debe ser como mínimo el 90 % del espesor
de la lámina del cuerpo. En adición a lo anterior y para recipientes con
espesor de cuerpo cilíndrico menor que 2.54 mm, la relación de la longitud
tangencial con el diámetro exterior no debe exceder de 4:1.
En lo que refiere a los espesores de la
lámina utilizada para el cuello protector y la base de sustentación, éstos
deben ser los indicados en la Tabla 6.
6.6 Soldadura
6.6.1 Método de aplicación
Los métodos para la aplicación de
soldadura deben ser los que se especifican en la Tabla 7, debiendo los cordones
de las costuras ser continuos y no presentar defectos (socavados, rebordes,
porosidades o salpicaduras).
Tabla 7 -
Métodos de soldadura para recipientes Clase I
|
Parte del
recipiente |
Método de
aplicación |
|
Sección cilíndrica y casquetes o semicápsulas |
Máquina o Automático |
|
Medio cople, cuello protector y base de
sustentación |
Máquina, Automático, Semiautomático o Manual |
6.6.2 Calificación de procedimientos
Los procedimientos de soldadura empleados
en la fabricación del recipiente deben ser previamente calificados por medio de
pruebas de resistencia a la tensión y doblez como se indica en el numeral
6.6.2.2
Los procedimientos de soldadura empleados
en la fabricación deben de ser establecidos y registrados por el fabricante en
un formato aplicable a la especificación de procedimiento de soldadura (EPS).
Si algún cambio es hecho en el
procedimiento de fabricación, la especificación de procedimiento de soldadura
(EPS) debe ser revisada o corregida para mostrar dichos cambios, ciertos
cambios en la especificación del procedimiento pueden requerir una
recalificación como se establece en el numeral 6.6.2.1.
Para la calificación del procedimiento de
soldadura, se deben tomar y probar las probetas de los cordones de soldadura
conforme se indica en la Figura 9.

Figura 9 - Extracción de probetas de prueba
Se debe mantener un archivo actualizado de
los registros de procedimientos de soldadura utilizados, y conservar el
historial por un periodo mínimo de tres años.
6.6.2.1 Especificaciones de procedimiento de
soldadura (EPS)
Las EPS deben ser revisadas y recalificadas
cuando ocurra cualquiera de los siguientes supuestos:
a) Un cambio en las especificaciones
de uno o los dos materiales base a ser soldados;
b) Un cambio en el material de
aporte;
c) Un cambio en la composición o
tipo de fundente utilizado en arco eléctrico sumergido;
d) Un cambio en la posición de
soldar (diferente a la calificada);
e) Un decremento de 27.8 ºC o más,
en la temperatura mínima de precalentamiento especificada (Kelvin o Celsius, en
función de la escala utilizada);
f) Un cambio en la temperatura del
tratamiento térmico y/o rango del tiempo de ciclo;
g) La omisión o adición de un
respaldo en un cordón de soldadura a tope;
h) Un cambio de pasadas múltiples
por lado, a una pasada única por lado;
i) Un cambio de un arco simple a
arcos múltiples, o viceversa, o
j) Un cambio de un tipo de gas de
soldar a otro, o un cambio en la composición del gas utilizado, del 15 % o
mayor.
La recalificación a la que se refiere el
párrafo anterior, no es requerida en caso de cambio en el tamaño de partícula
del fundente.
6.6.2.2 Procedimientos de soldadura
Los procedimientos de soldadura en
probetas preparadas para pruebas de calificación deben cumplir los requisitos
de la especificación del procedimiento indicados en el numeral 6.6.2.1.
Para la calificación de procesos manuales,
el recipiente o probeta debe soldarse manualmente.
Para la
calificación de procesos automáticos de soldadura, el recipiente o probeta debe
soldarse en producción usando un equipamiento idéntico al de producción con
respecto a la posición de trabajo, protección contra el calentamiento de
partes, control automático de precalentamiento, alimentación, velocidad,
corriente, oscilación, interrupción, velocidad de enfriamiento, entre otros.
La calificación
en equipos automáticos con características particulares de equipamiento no
califica el proceso en otro tipo de equipo que carezca de cualquier elemento
individual de control considerado en el primero.
a) Material base
Los materiales
base para soldadura o la calificación de probetas de prueba deben ser del mismo
grupo de aleación que los materiales de producción. El agrupamiento de los
materiales para calificación de procedimiento mostrado en la tabla siguiente
está hecho sobre la base de características de endurecimiento.
Los materiales
base de diferentes análisis dentro de un grupo pueden sustituirse por
materiales que fueron usados en pruebas de calificación.
|
Clase |
Familia de aleación |
Carbono C |
Manganeso Mn |
Fósforo P |
Azufre S |
Columbio Cb |
|
I |
Acero al Carbono y
micro aleado |
0.25 |
1.00 |
0.045 |
0.05 |
0.04 |
Los materiales de
prueba usados para la calificación de soldaduras circunferenciales deben
formarse al diámetro más pequeño del recipiente a ser calificado. Esto también
califica diámetros mayores. El diámetro no es una consideración para soldaduras
longitudinales o soldadura de aditamentos. El espesor del material de prueba
debe estar entre el -20 % y +50 % del material a ser calificado.
El material para
calificación debe tener las mismas condiciones de tratamiento térmico antes de
soldarlo, si el material de producción es tratado térmicamente después de
soldar, el material de calificación debe tratarse en las mismas condiciones,
antes de que se lleven a cabo las pruebas físicas.
b) Posición de las soldaduras
Las posiciones de
soldadura utilizadas en la calificación de probetas de prueba y en la
fabricación de recipientes debe restringirse a una posición plana y horizontal.
c) Tipo, número y método de preparación de muestras
· Tipo: se califica un
procedimiento por cada tipo de junta a ser soldada en un tanque.
· Número: las probetas de prueba
deben tomarse de cada junta conforme a lo siguiente:
|
Tipo
de junta |
Tipo
de prueba requerida |
Propósito
de la prueba |
Cantidad
de probetas |
Método
de preparación, prueba requerida y resultados de la prueba |
|
Juntas
de ranura longitudinal a tope (ranura) |
Tensión
(Transversal a la soldadura) Doblez
guiado en raíz Doblez
guiado en cara |
Resistencia
Sanidad
Sanidad |
2
2
2 |
Ver
12.2.2 Ver
12.2.6 Ver
12.2.6 |
|
Junta circunferencial en
traslape o engargolada a tope |
Doblez guiado en raíz,
ver NOTA 1 |
Sanidad |
2 |
Ver
12.2.6 |
|
Aditamentos soldados en
partes a presión (filete) |
Fractura de raíz, ver
NOTA 2 |
Sanidad |
2 |
Ver
12.2.7 |
|
Soldadura de coples
(filete) |
Macro ataque |
Sanidad |
2 |
Ver
12.2.8 |
|
NOTA 1: Esta prueba puede ser substituida por
radiografiado. NOTA 2: Si la probeta de prueba no se fractura, debe efectuarse una prueba de
macro-ataque |
||||
6.6.3 Calificación de soldadores
Los soldadores y operadores de máquinas de soldar que se empleen en el
proceso de soldadura del recipiente, deben ser calificados mediante pruebas de
doblez o con macro-ataque, según corresponda, como se indica en el numeral
12.2.3 o mediante prueba de radiografiado efectuada como se indica en el
numeral 12.2.4.
Para la calificación de soldadores y operadores de máquinas de soldar,
se deben tomar y probar las probetas de los cordones de soldadura conforme a lo
siguiente:
|
Tipo de junta |
Tipo de prueba
requerida |
Propósito de la
prueba |
Cantidad de
probetas |
Método de prueba |
|
Junta longitudinal a tope (ranura) |
Doblez guiado a la raíz (1) Doblez guiado a la cara (1) |
Sanidad Sanidad |
2 2 |
Ver 12.2.6 |
|
Junta circunferencial con bayoneta (ranura) |
Doblez guiado a la raíz (1) |
Sanidad |
2 |
Ver 12.2.6 |
|
Soldadura de aditamentos sobre partes sujetas a presión (filete) |
Ruptura a la raíz (2) |
Sanidad |
2 |
Ver 12.2.7 |
|
Soldadura de coples (filete) |
Macro-ataque |
Sanidad |
2 |
Ver 12.2.8 |
|
NOTA 1: Esta prueba puede ser sustituida por
radiografiado. NOTA 2: Si la
probeta de prueba no se fractura, debe efectuarse una prueba de macro-ataque. |
||||
Para la calificación de soldadores y operadores de máquinas de soldar,
se deben tomar y probar las probetas de los cordones de soldadura conforme se
indica en la Figura 9.
6.6.3.1 La calificación de los soldadores y operadores de máquinas de soldar,
debe ser efectuada cuando:
a) Ocurra en las EPS cualquiera de los supuestos descritos en el numeral 6.6.2.1;
b) El operador no haya realizado labores de soldadura durante un periodo de tres meses o más, o haya realizado labores de soldadura en otro proceso durante seis meses o más, o
c) La persona responsable de control de calidad lo considere conveniente, a efecto de identificar la habilidad del operador.
Se debe mantener un archivo actualizado de los registros de calificación
de sus soldadores y operadores de máquinas de soldar, y conservar el historial
por un periodo mínimo de tres años.
6.6.4 Cordones de soldadura
Los cordones de soldadura deben cumplir, sin excepción alguna, con las
siguientes condiciones:
a) Sin socavados, rebordes, porosidades o chisporroteo en las orillas del cordón;
b) Altura de la corona de 0.8 mm a 3.2 mm;
c) Ancho máximo del cordón de 12.7 mm, y
d) La soldadura de unión a tope debe tener penetración total.
6.6.5 Relevado de esfuerzos
Al término de los procesos de soldadura, los recipientes deben someterse
a un tratamiento térmico para eliminar los esfuerzos residuales. Este debe
llevarse a cabo en un horno con termógrafo, elevando la temperatura de los
recipientes hasta 898 ± 25 K (625 ± 25 °C), la cual debe mantenerse durante 7
min como mínimo. El enfriamiento de los recipientes debe ser al aire quieto,
hasta alcanzar cuando menos una temperatura de 493 K (220 °C).
Se debe mantener un archivo actualizado de los registros de las gráficas
del termógrafo, y conservar el historial por un periodo mínimo de tres años.
6.6.6 Reparación de cordón de soldadura
6.6.6.1 Reparación sin relevado de esfuerzos
En caso de requerirse reparación de cordones de soldadura, después de
haber sometido al recipiente al tratamiento térmico descrito en el numeral
6.6.5, se permite omitir la aplicación de un nuevo relevado de esfuerzos, en
las siguientes condiciones:
a) Cuando la longitud de la reparación del cordón de soldadura no exceda de 40 mm en la junta longitudinal, en cualquiera de las circulares o en las intersecciones de ambas;
b) Cuando la longitud de la reparación del cordón de soldadura no exceda de 10 mm en la soldadura del medio cople;
c) El número total de reparaciones por recipiente no debe exceder de 3, con una separación mínima de 10 mm entre una y otra.
6.6.6.2 Reparación con relevado de esfuerzos
Los recipientes que, después de haber sido sometidos al relevado de
esfuerzos descrito en el numeral 6.6.5, presenten en sus cordones de soldadura
defectos mayores a los especificados en el numeral anterior, podrán repararse
siempre y cuando se remuevan todos los defectos de soldadura y sean sometidos
nuevamente a dicho tratamiento térmico, así como a la prueba hidráulica o
neumática descrita en el numeral 12.1.3.
6.7 Acabado
6.7.1 Superficie
Los recipientes deben presentar una superficie lisa, uniforme y exenta
de abolladuras, pliegues, grietas, aristas o rebabas, chisporroteo de soldadura
o exceso de sellador.
La superficie de los recipientes debe someterse a un proceso de limpieza
con granalla o fosfatizado.
6.7.2 Pintura
Los recipientes deben cubrirse en su totalidad con una capa de pintura
en polvo horneable, tipo poliéster, aplicada electrostáticamente, con espesores
de 50 a 200 micrómetros, incluyendo los interiores del cuello protector y de la
base de sustentación, dando una resistencia mínima al intemperismo de 350 h a
la luz ultravioleta y de 350 h a la corrosión en niebla salina, como se
establece en el método de prueba señalado en el numeral 12.3.1.
6.7.2.1 Correcciones en pintura
Los recipientes con pequeños raspones o rayones, pueden ser reparados
con esmalte anticorrosivo líquido de secado al aire, cuyo color, tono y
adherencia se asemejen a la pintura original.
Los recipientes con pintura tierna, quebradiza, adherencia pobre,
oxidaciones por falta de pintura o espesor menor a 50 micrómetros, deben ser
repintados completamente y horneados, sin la presencia de la válvula de
servicio.
6.8 Vida útil
El uso de los recipientes Clase I como contenedores de Gas Licuado de
Petróleo estará sujeto al cumplimiento, en todo momento, de las
especificaciones señaladas en la presente Norma Oficial Mexicana.
7. Recipientes de acero inoxidable
(Clase II)
7.1 Materiales
7.1.1 Generalidades
Los materiales de fabricación que se utilicen para los casquetes
superior e inferior y, en su caso, para la sección cilíndrica, deben ser de
acero inoxidable. Los materiales que se utilicen para los demás aditamentos que
vayan soldados al recipiente, tales como base de sustentación y cuello
protector, deben ser de acero inoxidable o, en su caso, de un material
compatible con dicho acero.
Para efectos de lo dispuesto en el párrafo anterior, se entenderá como
material compatible cualquier tipo de acero susceptible de ser fijado
permanentemente, mediante soldadura, al cuerpo del recipiente transportable,
sin generar corrosión.
La lámina de acero inoxidable que se utilice
para la fabricación de recipientes Clase II debe cumplir con las
características y propiedades señaladas en el Apéndice normativo 1, por lo que
la comprobación de las especificaciones químicas y mecánicas del acero
inoxidable se hará mediante el certificado de origen de la lámina, en términos
de lo dispuesto en el PEC de la presente Norma Oficial Mexicana.
Los materiales de soldadura que se utilicen
deben ser tales que sean capaces de proporcionar soldaduras uniformes y sin
defectos (socavados, rebordes, porosidades o salpicaduras). Las características
de resistencia de las soldaduras presentes en el recipiente terminado, no deben
ser menores a las consideradas para el diseño del recipiente.
7.1.2 Categorías de acero inoxidable
Se permite el uso de los siguientes tipos de
acero inoxidable, siempre y cuando éstos cumplan con lo establecido en el
Apéndice Normativo 1 de la siguiente forma:
a) Ferrítico;
b) Austenítico, o
c) Ferrítico/Austenítico
(dúplex).
Los materiales que se vayan a utilizar para la
fabricación de los casquetes o semicápsulas y, en su caso, de la sección
cilíndrica del recipiente, deben contar con certificado que demuestre el
cumplimiento de lo dispuesto en el presente numeral, así como lo señalado en el
numeral 7.1.1.
7.2 Diseño
7.2.1 Planos
Se debe contar con uno o más planos,
completamente acotados, de las dimensiones y tolerancias del recipiente
terminado y de cada uno de sus componentes y aditamentos, incluyendo la válvula
de servicio. Dichos planos deben acompañarse de la memoria técnica
correspondiente que contenga los datos relativos a los requisitos de diseño
establecidos en la presente Norma Oficial Mexicana.
7.2.2 Sección cilíndrica
7.2.2.1 Espesor de pared
El espesor de pared, a, de la sección cilíndrica debe ser no menor al que resulte del
siguiente cálculo:
![]()
En donde:
a: es el espesor mínimo calculado de la sección cilíndrica del recipiente,
en mm.
D: es el diámetro exterior del recipiente, en mm.
J: es
el factor de reducción de esfuerzos (1)
F: es
el factor de diseño de esfuerzos (equivalente al esfuerzo sobre la pared del
recipiente a la presión de prueba, ph, ante un límite elástico, Re,
garantizado) (2)
Re: es
el límite elástico del acero utilizado, en MPa (3)
Rg: es
el valor mínimo de resistencia a la tensión del recipiente terminado,
garantizado por el fabricante, en MPa.
Ph: es
la presión de prueba.
(1) J = 0.9 en recipientes con soldadura longitudinal; J = 1.0 en
recipientes con soldadura circunferencial
(2) F = 0.77
(3) Re se debe calcular a partir der R garantizado por el fabricante, y
está limitado a un máximo de 0.85 Rg.
El espesor de pared mínimo debe también satisfacer los requerimientos
descritos en el numeral 7.2.5.
7.2.3 Casquetes
7.2.3.1 Formas
La forma de los casquetes debe ser tal que se cumpla con las siguientes
condiciones:
a) Para casquetes toriesféricos: R < D ; r > 0.1D ; h > 4b [ver Figura 10, a)]
b) Para casquetes elipsoidales: H>0.192D; h>4b [ver figura 7.1, b)]
En donde:
b es el espesor mínimo calculado del casquete del recipiente, en mm.
R es el radio de abombado interior del casquete, en mm.
D es el diámetro exterior del recipiente, en mm.
r es el radio interior del codo (doblez) del casquete, en mm.
h es la altura del faldón, en mm.
H es la altura exterior de la parte convexa del casquete, en mm.
Figura 10 - Formas de casquete
NOTA: En casquetes de forma toriesférica, la altura H puede ser calculada
utilizando la siguiente fórmula:
![]()
7.2.3.2 Espesor de pared
El espesor de pared, b, de los casquetes del recipiente debe ser no
menor al que resulte del siguiente cálculo:
b = a 1 x C
En donde:
b es el espesor mínimo calculado del casquete del recipiente, en mm.
a 1 es el valor de a, calculado con la fórmula descrita en el numeral 7.2.2.1, utilizando J
= 1.0
C es el factor de
forma del abombado del casquete, cuyo valor se obtiene de la Figura 11 o de la
Figura 12 y la Tabla 8, según corresponda, en función de la relación que exista
entre la altura exterior de la parte convexa del casquete (H) y el diámetro exterior del recipiente (D).
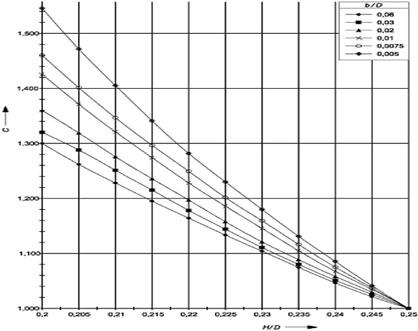
Figura 11 - Valores del factor de forma, C,
para un H/D entre 0.20 y 0.25
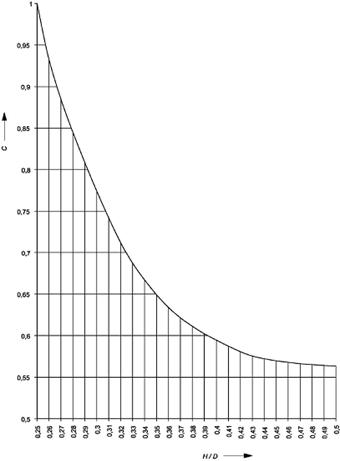
Figura 12 - Valores del factor de forma, C, para un H/D entre 0.25 y 0.50
Tabla 8 - Relación entre H/D y
el factor de forma C
|
H/D |
C |
H/D |
C |
|
0.25 |
1.000 |
0.38 |
0.612 |
|
0.26 |
0.931 |
0.39 |
0.604 |
|
0.27 |
0.885 |
0.40 |
0.596 |
|
0.28 |
0.845 |
0.41 |
0.588 |
|
0.29 |
0.809 |
0.42 |
0.581 |
|
0.30 |
0.775 |
0.43 |
0.576 |
|
0.31 |
0.743 |
0.44 |
0.572 |
|
0.32 |
0.713 |
0.45 |
0.570 |
|
0.33 |
0.687 |
0.46 |
0.568 |
|
0.34 |
0.667 |
0.47 |
0.566 |
|
0.35 |
0.649 |
0.48 |
0.565 |
|
0.36 |
0.633 |
0.49 |
0.564 |
|
0.37 |
0.621 |
0.50 |
0.564 |
|
NOTA: Se pueden obtener valores intermedios por
interpolación lineal. |
|||
7.2.4 Casquetes de formas alternativas
Se pueden utilizar casquetes de formas distintas de las indicadas en el
numeral 7.2.3, siempre que se demuestre la adecuación de su diseño mediante la
prueba de resistencia a ciclos de presión descrita en el numeral 12.1.5.
7.2.5 Espesor de pared mínimo
El espesor de pared mínimo de la sección cilíndrica, a, y de los casquetes, b, debe
ser no menor al que resulte de los siguientes cálculos:
a) Para D < 100 mm: a = b = 1.1 mm
b) Para 100 mm < D < 150 mm: a = b = 1.1 mm + [0.008 (D - 100)] mm
c) Para D > 150 mm: a = b = (D/250) + 0.7 mm, con un mínimo absoluto de 1.5 mm
Las especificaciones anteriores son aplicables a los espesores, tanto de
la sección cilíndrica como de los casquetes, independientemente de que tales
componentes del recipiente sean diseñados mediante los cálculos señalados en
los numerales 7.2.2 y 7.2.3, o de conformidad con lo dispuesto en el numeral
7.2.4.
En caso de que la longitud de la sección cilíndrica del recipiente,
medida entre los inicios de las partes convexas de los dos casquetes, sea no
mayor que (2bD), el espesor de pared
de dicha sección debe ser no menor que el valor de espesor calculado para la
parte convexa, de conformidad con lo dispuesto en el numeral 7.2.3.2.
7.2.6 Aberturas
La ubicación de las aberturas para el medio cople debe estar limitada a
los casquetes del recipiente.
Cada abertura en el recipiente debe ser reforzada mediante collarín o
similar, de acero compatible, fijado mediante soldadura y diseñado para evitar
concentraciones de esfuerzos. Lo anterior debe ser comprobado mediante los
cálculos de diseño correspondientes, o mediante la prueba de resistencia a
ciclos de presión descrita en el numeral 12.1.5.
7.2.7 Medio cople
La parte superior del cuello puede ser cónica o cilíndrica. Debe contar
con un orificio concéntrico que presente una rosca hembra cónica para cuerda
macho tipo NPT, y estar soldada en el centro del casquete superior.
Las cuerdas internas deben ser tales que
permitan la instalación correcta de la válvula de servicio, y por ende,
minimice los esfuerzos sobre el cuello después de la aplicación del torque
correspondiente en términos de lo dispuesto en el numeral 10.1.2.
7.2.7.1 Concentricidad y desviación máxima
El eje de la rosca del medio cople debe ser
concéntrico al eje del recipiente, con tolerancia de 2.5 mm (ver Figura 13).
La desviación máxima del eje del recipiente
con el eje de la rosca del medio cople será de 0.1745 rad (10°) (ver Figura
13).
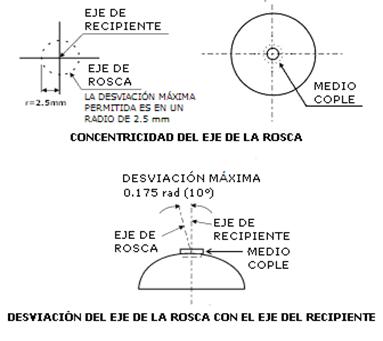
Figura 13 - Concentricidad y desviación del
medio cople con el recipiente
7.2.8 Aditamentos no sujetos a presión
Cada aditamento debe estar libre de uniones de soldadura longitudinal o
circunferencial, y diseñado de tal forma que permita la inspección de las
soldaduras de dicho aditamento y evite posibles concentraciones de agua.
7.2.8.1 Base de sustentación
Todo recipiente Clase II debe contar con una base de sustentación, o
soporte similar, que permita proveer estabilidad al recipiente terminado. Dicha
base debe quedar fijada mediante soldadura al casquete inferior del recipiente,
con su eje concéntrico al de dicho recipiente, de tal forma que permita la
inspección de la soldadura circunferencial inferior.
La base de sustentación debe contar con orificios semicirculares, o
diseño similar, de tal forma que se garantice la ventilación del espacio
encerrado por la base.
7.2.8.2 Cuello protector
Todo recipiente Clase II debe contar con un cuello protector, de corte
limpio (sin rebaba ni filos cortantes), que permita evitar daños a la válvula
de servicio. El cuello protector puede tener forma cilíndrica, semicilíndrica,
o estar formado por dos arcos enfrentados, y debe contar con una o más
ventanas, según corresponda, para efectos de permitir la maniobrabilidad del
recipiente. El cuello protector debe quedar fijado mediante soldadura al
casquete superior del recipiente, con su eje concéntrico al de dicho
recipiente, de tal manera que, ya sea la forma del cuello o las ventanas que se
utilicen, permitan la conexión de la válvula de servicio a una instalación de
aprovechamiento.
7.2.9 En el diseño y fabricación de recipientes de cualquier tipo, no se
permite la inclusión de partes y/o accesorios en el exterior de los
recipientes, adicionales a los descritos en los numerales 7.2.1 al 7.2.8.
Los recipientes Clase II con capacidad menor a 9 kg, pueden contar con
características diferentes en cuanto a base de sustentación, cuello protector,
tara y marcado, contra lo establecido para aquellos de mayor capacidad.
7.3 Fabricación
El fabricante debe asegurarse de que las partes sometidas a presión de
los recipientes, presenten espesores y superficies uniformes, exentas de
rebabas, protuberancias y de cualquier defecto visible que pudiera afectar la
integridad del recipiente terminado.
7.3.1 Soldadura
Figura 14 - Ilustración de una típica
soldadura a tope con bordoneado
En donde:
a Bisel opcional
b Como se desee
c Profundidad del desplazamiento = e1
d Interior
del recipiente. Debe evitarse una posible
arista
e Espesor del metal que está desplazado
e1 Espesor del metal que no está desplazado
7.3.1.1 Método de aplicación
Los métodos para la aplicación de soldadura deben ser totalmente
mecanizados o automáticos con objeto de proporcionar soldaduras uniformes y
reproducibles. Tratándose de las uniones longitudinales y circunferenciales
para la sección cilíndrica y casquetes del recipiente, el método de aplicación
de soldadura debe ser automático o semiautomático.
7.3.1.2 Calificación de procedimientos y de soldadores
Son aplicables a la calificación de los procedimientos de soldadura, así
como de los soldadores empleados en la fabricación de recipientes Clase II, las
disposiciones contenidas en los numerales 6.6.2 y 6.6.3.
7.3.1.3 Uniones
No debe haber más de una unión longitudinal y, en su caso, ésta debe ser
soldada a tope, quedando prohibida la soldadura de tipo bordoneado. En las
soldaduras longitudinales no deben utilizarse bandas de soporte permanentes.
No debe haber más de dos uniones circunferenciales sobre la pared de la
sección cilíndrica del recipiente y, en su caso, éstas deben ser soldaduras a
tope, o soldaduras a tope con un miembro desplazado para formar una banda de
soporte integrada; es decir, soldaduras de tipo bordoneado (ver Figura 14).
Los cordones de soldadura deben ser continuos y sin defectos
(solapamientos, socavados, rebordes, salpicaduras o irregularidades abruptas). No
debe haber grietas, muescas o porosidades en la superficie soldada o en la
superficie adyacente a la soldadura. La superficie soldada debe ser regular y
lisa, sin ninguna concavidad. El espesor de soldadura excedente no debe ser
mayor que ¼ del ancho de la soldadura.
Las soldaduras a tope y las soldaduras a tope bordoneadas deben ser
soldaduras de penetración completa.
7.3.2 Tara y capacidad volumétrica
La capacidad volumétrica y la tara real de los recipientes Clase II,
incluyendo su válvula de servicio, no deben diferir del ± 1 % en relación a los
valores de capacidad de agua y de tara, que se identifiquen en la memoria
técnica y en el marcado establecido en el numeral 9.1.2. Lo anterior se
comprueba con los métodos de prueba de los numerales 12.1.1 y 12.1.2.
7.4 Tratamiento térmico a recipiente terminado
Una vez concluida la fabricación del recipiente, este último debe
someterse a un tratamiento térmico para eliminar los esfuerzos residuales.
Lo dispuesto en el párrafo anterior puede ser atendido ya sea mediante
la aplicación de un relevado de esfuerzos conforme a lo dispuesto en el numeral
6.6.5, o mediante un tratamiento de recocido alternativo, el cual permita al
recipiente obtener las propiedades mecánicas del material exigidas por el
diseño y por la presente Norma Oficial Mexicana.
Se debe mantener un archivo actualizado de los registros de los
tratamientos térmicos aplicados, y conservar el historial por un periodo mínimo
de tres años.
7.5 Tolerancias dimensionales
7.5.1 Ovalización
La ovalización de la sección cilíndrica o cuerpo del recipiente debe ser
tal, que la diferencia entre los diámetros exteriores máximo y mínimo de la
misma sección transversal, no sea superior al 1 % de la media de dichos
diámetros, en caso de recipientes de dos piezas, o al 1.5 % en caso de
recipientes de tres piezas.
Para efectos de lo dispuesto en el párrafo anterior, no se permiten las
mediciones a partir de los cordones de soldadura, sino en todo caso, las
mediciones a partir del área adyacente a las soldaduras.
7.5.2 Rectitud
La desviación máxima de la sección cilíndrica o cuerpo del recipiente
respecto a una línea recta, no debe ser superior al 0.3 % de la longitud de
dicha sección.
7.5.3 Verticalidad
Cuando el recipiente esté sostenido sobre su base de sustentación, la
sección cilíndrica y la abertura concéntrica deben ser verticales con una
desviación máxima del 1 % de la longitud de dicha sección.
7.6 Acabado
Los recipientes terminados deben presentar una superficie lisa, uniforme
y exenta de abolladuras, pliegues, grietas, aristas o rebabas, así como de
chisporroteo de soldadura o exceso de sellador.
7.7 Vida útil
El uso de los recipientes Clase II como contenedores de Gas Licuado de
Petróleo estará sujeto al cumplimiento, en todo momento, de las
especificaciones señaladas en la presente Norma Oficial Mexicana y de las
condiciones de seguridad previstas en la Norma Oficial Mexicana referente a las
condiciones de seguridad de los recipientes transportables para contener Gas
Licuado de Petróleo en uso.
En caso de que la autoridad competente detecte que dicho producto no
cumple con los aspectos de seguridad indicados en la normatividad señalada en
el párrafo anterior, realizará las acciones necesarias para su retiro del
mercado.
8. Recipientes de materiales
compuestos (Clase III)
8.1 Materiales
8.1.1 Materiales para el recubrimiento
Los materiales del recubrimiento deben ser de fibra de carbono, fibra de
aramida, fibra de vidrio, o cualquier mezcla de las mismas.
Tratándose de recipientes sin forro fabricados a partir de dos mitades
unidas entre sí, los materiales compuestos que se utilicen deben ser
compatibles con el gas propano, de conformidad con lo dispuesto en el Apéndice
Normativo 3.
La matriz que se utilice para el recubrimiento, o en su caso el adhesivo
que se utilice para tal efecto en los recipientes señalados en el párrafo
anterior, deben ser polímeros adecuados para el uso y entorno al que estarán
expuestos los recipientes, tales como resina epoxi, epoxi modificado con amina
o anhídrido endurecedor, éster de vinilo, poliéster, polipropileno u otros
materiales adecuados.
8.1.2 Materiales del forro
En caso de utilizar forro, éste debe ser fabricado a partir de
materiales que sean compatibles con el gas propano, de conformidad con lo
dispuesto en los Apéndices Normativos 2 y 3, según corresponda al tipo de material
utilizado.
Los forros metálicos pueden fabricarse a partir de los siguientes
materiales:
a) Acero sin soldadura;
b) Acero inoxidable sin soldadura;
c) Aleación de aluminio sin soldadura;
d) Acero soldado;
e) Acero inoxidable soldado, o
f) Aluminio soldado.
8.1.3 Los materiales utilizados tanto para el recubrimiento como, en su caso,
para el forro, deben ser de calidad uniforme y consistente. El fabricante debe
asegurarse que cada lote de materiales presente las propiedades químicas y
mecánicas correspondientes, y mantener un registro en el que se puedan
identificar los materiales utilizados para cada recipiente.
La comprobación de las propiedades de los materiales utilizados para el
recubrimiento y el forro, se hará mediante los certificados de origen correspondientes,
en términos de lo dispuesto en el PEC de la presente Norma Oficial Mexicana.
8.2 Diseño
8.2.1 Componentes y aditamentos
Los recipientes de material compuesto deben estar conformados por los
siguientes componentes y aditamentos:
a) Un forro interno, de material metálico o no metálico*;
b) Un recubrimiento, conformado por capas de fibras continuas en una matriz; cuando no se utilice forro, el recubrimiento puede ser fabricado a partir de dos mitades unidas con un adhesivo de conformidad con lo dispuesto en el numeral 8.1.1;
c) Un medio cople para la conexión de la válvula de servicio, y
d) Una cubierta exterior para proveer al recipiente y su válvula de servicio de protección externa.
* Componente optativo.
En adición a lo dispuesto en el párrafo anterior, los recipientes de
material compuesto también pueden incluir aditamentos tales como anillo para
medio cople.
La cubierta externa debe proveer estabilidad al recipiente sobre nivel
de piso terminado, y evitar el contacto directo del recubrimiento con el piso.
Cuando la cubierta sea parte integral del diseño del recipiente, debe ir
integrada al mismo en forma permanente.
Los recipientes que utilicen forro, deben diseñarse tomando en cuenta
que el forro no va a soportar carga. Tratándose de forros metálicos, la
superficie exterior de los mismos debe ser homogénea, tersa y contar con
protector anticorrosivo.
8.2.1.1 Medio cople
El medio cople debe ser metálico y se debe diseñar de tal forma que
cuente con las cuerdas suficientes para permitir el roscado total de la válvula
de servicio, resistir el torque necesario para el acoplamiento de dicho
accesorio en términos de lo dispuesto en el numeral 10.1.2, y minimizar los
esfuerzos sobre el cuello.
La parte superior puede ser cónica o cilíndrica. El medio cople debe
contar con un orificio concéntrico que presente una rosca hembra cónica para
cuerda macho tipo NPT, y estar ubicado en el centro superior del recipiente o
del forro, según sea el caso. Adicionalmente, se permite el uso de cuerdas
rectas de acuerdo a las especificaciones y recomendaciones del fabricante,
siempre que el medio cople sea compatible con la rosca correspondiente de las
válvulas a que se refiere la Norma Oficial Mexicana NOM-197-SCFI-2017 conforme
al capítulo 10 de la presente Norma Oficial Mexicana.
a) Concentricidad y desviación máxima
El eje de la rosca del medio cople debe ser
concéntrico al eje del recipiente, con tolerancia de 2.5 mm (ver Figura 15).
La desviación máxima del eje del recipiente
con el eje de la rosca del medio cople será de 0.1745 rad (10°) (ver Figura
15).
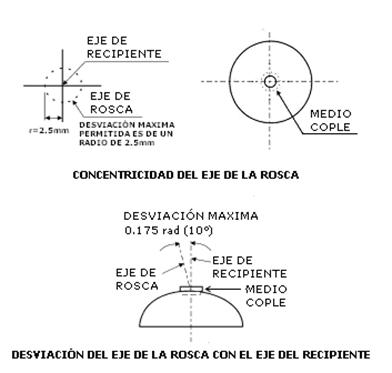
Figura 15 - Concentricidad y
desviación del medio cople con el recipiente
b) Anillo para medio
cople
Cuando se utilice un anillo para el medio
cople, éste debe ser de un material compatible con el del recipiente y debe
estar firmemente asegurado mediante un sistema adhesivo que corresponda al
material del forro (o al del recipiente, si éste no lleva forro).
La carga axial de diseño necesaria para
retirar el anillo debe ser superior a 10 veces la masa del recipiente vacío y
no inferior a 1 000 N. El torque mínimo para hacer girar el anillo debe ser
mayor que lo dispuesto en el numeral 10.1.2. El diseño debe establecer el
torque máximo.
8.2.2 Esfuerzo de fibras
Los recipientes de material compuesto deben
diseñarse de tal forma que evidencien alta confiabilidad ante la aplicación de
cargas sostenidas y de cargas cíclicas. Para efectos de lo anterior, el
fabricante debe tener el registro de las propiedades mecánicas de cada tipo de
fibra utilizada en el recubrimiento, así como de las razones mínimas de
esfuerzo de fibra.
La razón de esfuerzo de fibra señalada en el
párrafo anterior, es entendida como el esfuerzo de fibra a la presión de
ruptura mínima calculada, dividida entre el esfuerzo de fibra a 2/3 la presión
de prueba.
De conformidad con el material utilizado, las
razones mínimas de esfuerzo de fibra deben ser:
a) Vidrio 3.4
b) Aramida 3.1
c) Carbono 2.4
8.2.3 Tratándose de recipientes sin forro, fabricados a partir de dos mitades
unidas entre sí, se deben cumplir los siguientes requerimientos adicionales:
a) El ángulo de la unión circunferencial respecto a la horizontal, debe ser menor que 0.1745 rad (10°);
b) El espesor del adhesivo utilizado debe ser menor que 0.25 mm, y
c) La longitud (ancho) de la unión del adhesivo debe ser mayor o igual que 10 veces el espesor de pared mínimo de la sección cilíndrica del recipiente.
8.3 Planos
Por cada nuevo diseño de recipiente, se debe contar con uno o más planos
detallados del recipiente terminado y de cada uno de sus componentes y
aditamentos incluyendo la válvula de servicio y, en su caso, el forro. Dichos
planos deben ir acompañados de la memoria técnica, documentación de diseño y
del análisis de esfuerzos correspondiente, de conformidad con las
especificaciones descritas en los numerales 8.3.1 al 8.3.4.
8.3.1 La documentación sobre el forro, en caso de utilizarse, debe incluir al
menos lo siguiente:
a) Materiales utilizados, incluyendo composición y límites según análisis químico;
b) Dimensiones, espesores mínimos, rectitud y ovalización, con tolerancias;
c) Proceso y especificaciones de fabricación;
d) Tratamientos térmicos utilizados, así como las temperaturas,
e) Método para el sellado del medio cople al forro, en su caso, y
f) Propiedades de los materiales, incluyendo:
i. En caso de forro metálico:
·
Límite
elástico;
·
Resistencia
mínima a la tensión;
·
Elongación
mínima;
·
Presión
mínima de ruptura para la que fue diseñado, y
·
Compatibilidad
con gas propano, de acuerdo al Apéndice Normativo 2.
ii. En caso de forro no metálico:
·
Densidad;
·
Punto
de fusión;
·
Composición,
y
·
Compatibilidad
con gas propano, de acuerdo al Apéndice Normativo 3.
8.3.2 La documentación sobre el recubrimiento debe incluir al menos lo
siguiente:
a) Materiales, tratamientos, especificaciones y propiedades mecánicas de las fibras. Tratándose de recipientes sin forro, las propiedades de los materiales utilizados deben incluir la resistencia a la tensión, elongación, temperatura de distorsión térmica y viscosidad;
b) Proceso y especificaciones de fabricación del recubrimiento;
c) Sistema de resinas: componentes principales, materiales, material de curación, catalizador, según sea aplicable;
d) Sistema de adhesivos: componentes principales, materiales, material de curación, catalizador, según sea aplicable;
e) Proceso de curado (polimerización): temperaturas, duración y tolerancias;
f) Tipo de proceso de curado: ciclo térmico, ultrasónico, ultravioleta o radiación, y
g) Tratándose de recipientes sin forro, fabricados a partir de dos mitades unidas entre sí, además de lo anterior, las dimensiones de la unión adhesiva (longitud, ángulo de la unión, espesor del adhesivo).
8.3.3 La documentación sobre el recipiente de material compuesto debe incluir
al menos lo siguiente:
a) Capacidad de agua, en litros;
b) Presión de prueba, ph;
c) Presión de servicio;
d) Presión mínima de ruptura para la que fue diseñado, pb1;
e) Vida útil en años, y
f) Tratándose de recipientes sin forro, el método para el sellado del medio cople al recipiente, en caso de ser aplicable.
La presión mínima de ruptura según diseño, pb1, debe ser al menos de dos veces la presión de prueba,
8.3.4 La documentación sobre el análisis de esfuerzos debe incluir al menos lo
siguiente:
a) Esfuerzos de pared a 2/3 de la presión de prueba, ph;
b) Esfuerzos de pared a la presión de prueba, ph, y
c) Esfuerzos de pared a la presión mínima de ruptura según diseño, pb1.
8.4 Fabricación
Las razones de esfuerzo de fibra, de acuerdo al diseño, deben exceder
los valores establecidos en el numeral 8.2.2.
8.4.1 Forro
En caso de ser utilizado, el forro debe ser fabricado conforme a las
especificaciones establecidas en el diseño del fabricante (ver numeral 8.3.1).
8.4.2 Bobinado
Tratándose de recipientes con forro, totalmente recubiertos con capas de
fibras continúas impregnadas con resina, debe aplicarse un bobinado
longitudinal y circunferencial bajo una tensión controlada hasta obtener el
espesor requerido del material compuesto, así como un recubrimiento conforme a
las especificaciones establecidas en el diseño del fabricante (ver numeral
8.3.2).
El forro puede ser removido y volver a bobinarse siempre y cuando el
recubrimiento no haya sido curado. El forro no debe ser recubierto si ha sido
dañado o afectado por el proceso de remoción señalado.
Tratándose de recipientes sin forro, fabricados a partir de dos mitades
unidas entre sí, cada mitad debe ser bobinada hasta obtener el espesor
requerido del material compuesto, de conformidad con las especificaciones
establecidas en el diseño del fabricante, previo a la unión de las mitades
mediante adhesivo.
8.4.3 Proceso de curado (polimerización)
Después de completarse el proceso de bobinado referido en el numeral
anterior, el recubrimiento debe ser curado mediante la aplicación controlada de
temperatura. Dicho proceso debe llevarse a cabo conforme a lo descrito en la
documentación referida en el numeral 8.3.2. La temperatura máxima debe ser tal
que las propiedades mecánicas del recubrimiento y, en su caso, las del material
del forro, no sean afectadas de forma negativa.
8.4 Fabricación
Las razones de esfuerzo de fibra, de acuerdo al diseño, deben exceder
los valores establecidos en el numeral 8.2.2.
8.4.1 Forro
En caso de ser utilizado, el forro debe ser fabricado conforme a las
especificaciones establecidas en el diseño del fabricante (ver numeral 8.3.1).
8.4.2 Bobinado
Tratándose de recipientes con forro, totalmente recubiertos con capas de
fibras continuas impregnadas con resina, debe aplicarse un bobinado
longitudinal y circunferencial bajo una tensión controlada hasta obtener el
espesor requerido del material compuesto, así como un recubrimiento conforme a
las especificaciones establecidas en el diseño del fabricante (ver numeral
8.3.2).
El forro puede ser removido y volver a bobinarse siempre y cuando el
recubrimiento no haya sido curado. El forro no debe ser recubierto si ha sido
dañado o afectado por el proceso de remoción señalado.
Tratándose de recipientes sin forro, fabricados a partir de dos mitades
unidas entre sí, cada mitad debe ser bobinada hasta obtener el espesor requerido
del material compuesto, de conformidad con las especificaciones establecidas en
el diseño del fabricante, previo a la unión de las mitades mediante adhesivo.
8.4.3 Proceso de curado (polimerización)
Después de completarse el proceso de bobinado referido en el numeral
anterior, el recubrimiento debe ser curado mediante la aplicación controlada de
temperatura. Dicho proceso debe llevarse a cabo conforme a lo descrito en la
documentación referida en el numeral 8.3.2. La temperatura máxima debe ser tal que
las propiedades mecánicas del recubrimiento y, en su caso, las del material del
forro, no sean afectadas de forma negativa.
8.4.4 Tara y capacidad volumétrica
La capacidad volumétrica y la tara real de los recipientes Clase III,
incluyendo su válvula de servicio, no deben diferir del ± 1 % en relación a los
valores de capacidad de agua y de tara, que se identifiquen en la memoria
técnica y en el marcado establecido en el numeral 9.1.2. Lo anterior se
comprueba con los métodos de prueba de los numerales 12.1.1 y 12.1.2.
8.5 Acabado
Las superficies interior y exterior del recipiente terminado deben estar
uniformes y exentas de defectos que puedan comprometer el uso seguro del
recipiente, tales como abolladuras, incisiones o grietas. Además, no debe
aparecer ningún cuerpo extraño visible dentro del recipiente (resina, virutas o
cualquier otro deshecho).
8.6 Vida útil
El uso de los recipientes Clase III como contenedores de Gas Licuado de
Petróleo estará sujeto al cumplimiento, en todo momento, de las especificaciones
señaladas en la presente Norma Oficial Mexicana y de las condiciones de
seguridad previstas en la Norma Oficial Mexicana referente a las condiciones de
seguridad de los recipientes transportables para contener Gas Licuado de
Petróleo en uso.
En caso de que la autoridad competente detecte que dicho producto no
cumple con los aspectos de seguridad indicados en la normatividad señalada en
el párrafo anterior, realizará las acciones necesarias para su retiro del
mercado.
9. Marcado
9.1 Especificaciones de marcado permanente
Tratándose de marcado, todos los recipientes transportables deben ser
identificados, como mínimo, con la siguiente información:
9.1.1 Información de fabricación
a) NOM-213-SCFI-2018;
b) Marca o nombre del fabricante;
c) País de fabricación;
d) Mes y año de fabricación del recipiente;
e) Número de serie, único e irrepetible
9.1.2 Información de tara y capacidades
a) Capacidad de almacenamiento, en kg;
b) Tara con aproximación a décimas, en kg, y
c) Peso bruto con aproximación a décimas, en kg.
9.1.3 Tratándose de recipientes metálicos, la información de marcado descrita
en los numerales 9.1.1 y 9.1.2, debe ser identificada en el cuello protector en
alto o bajo relieve con caracteres no menores de 6 mm de altura y profundidad
mínima de 0.5 mm y máxima de 1.7 mm.
En el caso de la información de tara y peso bruto descritos en el
numeral 9.1.2, incisos b) y c), y tratándose de recipientes Clases I y II,
éstas podrán ser identificadas mediante una o dos placas rectangulares de
acero, con dimensiones mínimas de 70 mm de longitud y 20 mm de altura,
adheridas al cuello protector mediante dos puntos de soldadura en los extremos
de las mismas, y cuyos caracteres y grabado cumplan con las especificaciones
descritas en el párrafo anterior.
Los dos datos descritos en el párrafo anterior deben ubicarse juntos en
el mismo lado del cuello protector. El dato correspondiente al inciso c) debe
estar en un punto más alto que el inciso b).
Tratándose de recipientes Clase III, la información de marcado descrita
en los numerales 9.1.1 y 9.1.2, debe identificarse en la cubierta exterior,
mediante estampado permanente en alto o bajo relieve con caracteres no menores
de 5 mm de altura.
9.1.4 Espesores de lámina
Tratándose de recipientes Clases I y II, es optativo el marcado de
información utilizando embutido en alto o bajo relieve en la sección cilíndrica
o casquetes del recipiente, en cuyo caso se debe compensar la profundidad de
dicho estampado en el espesor de pared de dicha sección cilíndrica o casquetes,
según corresponda, de tal forma que se cumpla con los espesores mínimos
señalados para dichos componentes en la presente Norma Oficial Mexicana.
9.2 Marcado optativo de información adicional
En su caso, es permisible la identificación de elementos de información
adicionales a los descritos en el numeral 9.1, tales como el nombre, marca
comercial o razón social del propietario de los recipientes, o información de
carácter comercial. Lo anterior, siempre y cuando dicha identificación cumpla
con las especificaciones de marcado permanente señaladas en dicho numeral.
10. Válvula de servicio
Las válvulas de servicio deben cumplir con la Norma Oficial Mexicana
NOM-197-SCFI-2017.
En el caso de los recipientes portátiles de cualquier clase, es
recomendable que las válvulas de servicio, cuenten con válvula de no retroceso.
La comprobación de las especificaciones de la válvula de servicio se
hará mediante certificado en el que se ostente el cumplimiento de la Norma
Oficial Mexicana NOM-197-SCFI-2017, en términos de lo dispuesto en el PEC de la
presente Norma Oficial Mexicana.
10.1 Instalación
La válvula de servicio debe instalarse en el medio cople del recipiente
aplicando sellador para su roscado, y utilizando una herramienta que no
maltrate a la válvula durante el torque.
10.1.1 Sellador
El sellador debe aplicarse en la unión de la rosca macho de la válvula
con el medio cople del recipiente, de tal forma que se garantice el cierre
hermético de la rosca. Lo anterior debe comprobarse mediante la prueba de
hermeticidad descrita en el numeral 12.1.4.
Queda prohibido el uso de pasta de litargirio y glicerina o pintura como
sellador.
Para recipientes Clase III, tipos B y C, el uso de sellador puede
omitirse de acuerdo a las especificaciones del fabricante.
10.1.2 Torque
Para recipientes Clases I y II el torque para la instalación de la
válvula de servicio debe ser como mínimo de 113 N•m. El par máximo permisible
será de 226 N•m.
Para recipientes Clase III la válvula de servicio debe instalarse según
las instrucciones del fabricante y con el torque especificado por éste.
En todos los casos debe inspeccionarse visualmente la orientación de la
válvula de servicio para asegurar que permita su operación, así como el que la
válvula de seguridad y la conexión de salida no se encuentren golpeadas o
deformadas.
11. Muestreo
Para efectos de la realización de las pruebas descritas en el numeral
12, se debe seleccionar en forma aleatoria una muestra de recipientes
transportables conforme a lo dispuesto en la Tabla 9, según corresponda a
ensayos de certificación de modelo, n1, o a ensayos de producción, n2.
La certificación de modelo referida en el párrafo anterior, debe
realizarse en términos de lo dispuesto en el PEC descrito en el capítulo 13.
Para la realización de las pruebas, el solicitante debe poner a disposición del
organismo de certificación o laboratorio de pruebas, según sea el caso, un lote
muestra de al menos 50 recipientes y que sea representativo del modelo a
certificar.
Tabla 9 - De muestra para la realización de
pruebas
|
Método de prueba |
Tipo de recipiente |
n1 (ensayos de certificación de modelo) |
n2 (ensayos de producción) |
|
12.1.1 Prueba de capacidad volumétrica |
Clases I, II y III |
2 |
1 por cada lote <
500 |
|
12.1.2 Prueba de tara |
Clases I, II y III |
2 |
1 por cada lote <
200 |
|
12.1.3 Prueba hidráulica o neumática |
Clases I, II y III |
3 |
100 % |
|
12.1.4 Prueba de hermeticidad |
Clases I, II y III |
1 |
100 % |
|
12.1.5 Prueba de resistencia a ciclos de presión |
Clases I, II y III |
2 |
-- |
|
12.1.6 Prueba de resistencia en alta presión |
Clases I, II y III |
3 |
1 por cada lote <
500 |
|
12.2.1 Prueba de espesor de lámina |
Clases I y II |
1 |
1 por cada lote <
200 |
|
12.2.2 Prueba de resistencia a la tensión en soldaduras a |
Clases I y II |
2 |
1 por cada lote <
200 |
|
12.2.3 Prueba de doblez a |
Clases I y II |
1 |
1 por cada lote <
200 |
|
12.2.4 Prueba de radiografiado |
Clases I y II |
2 |
1 por cada lote <
50 |
|
12.2.5 Prueba de expansión volumétrica |
Clases I y II |
2 |
1 por cada lote <
200 |
|
12.3.1 Pruebas de protección anti-corrosiva a |
Clase I |
2 |
-- |
|
12.4.1 Prueba de exposición a temperatura elevada |
Clase III |
1 |
-- |
|
12.4.2 Prueba de hendiduras |
Clase III |
2 |
-- |
|
12.4.3 Prueba de permeabilidad b |
Clase III |
1 |
-- |
|
12.4.4 Prueba de agua en ebullición c |
Clase III |
1 |
-- |
|
12.4.5 Prueba de resistencia al fuego |
Clase III |
2 |
-- |
|
12.4.6 Prueba de caída |
Clase III |
2 |
-- |
|
12.4.7 Prueba de torque |
Clase III |
1 |
-- |
|
12.4.8 Prueba de resistencia a la tensión, fluencia y alargamiento en
la lámina |
Clases I y II |
1 |
1 por cada lote <
200 |
a. Las n1 y n2, de estas pruebas corresponden a probetas tomadas de las
muestras.
b. Aplicable únicamente a recipientes sin forro o con forro no metálico.
c. Aplicable únicamente a recipientes sin forro, fabricados a partir de dos
mitades unidas entre sí.
Las pruebas a realizar podrán ser efectuadas en uno o varios recipientes
de tal forma que se cumpla con el número de ensayos requeridos.
Para efectuar las pruebas descritas en la Tabla 9, podrán utilizarse los
mismos especímenes siempre que las pruebas realizadas previamente no alteren
las características físicas que se requieran en el espécimen, para la
realización de otras pruebas.
En caso de requerirse llevar a cabo una verificación en términos de lo
dispuesto en la Ley Federal sobre Metrología y Normalización, las muestras de
recipientes podrán obtenerse a partir de lo dispuesto en la Tabla 9, o en su
caso, determinarse de acuerdo con las disposiciones previstas en las Normas
Mexicanas NMX-Z-012-1-1987, NMX-Z-012-2-1987 y NMX-Z-012-3-1987.
12. Métodos de prueba
Para la realización de las pruebas descritas en este numeral, el
solicitante debe poner a disposición del organismo de certificación o
laboratorio de pruebas, según sea el caso, la muestra de recipientes
seleccionada según se indica en el capítulo 11. Las especificaciones técnicas
del recipiente, incluyendo planos de diseño, memorias técnicas, especificaciones
y propiedades de los materiales, así como la descripción de los procedimientos
de fabricación y tratamiento térmico, se deben proporcionar al organismo de
certificación de producto, o la DGN, conforme al PEC descrito en el capítulo
13.
Los instrumentos de medición, equipos y dispositivos que se indican en
la presente Norma Oficial Mexicana, representan los requisitos mínimos para la
aplicación de las pruebas y pueden sustituirse por otros equivalentes que
permitan obtener el resultado de la prueba en las unidades o valores que se
especifican.
12.1 Pruebas aplicables a recipientes Clases I, II y III
12.1.1 Prueba de capacidad volumétrica
a) Aparatos y/o equipo
·
Báscula
con el alcance necesario para realizar la medición y con división mínima de 0.10
kg;
·
Matraz
aforado de 1 dm3 de capacidad, y
·
Balanza
con capacidad mínima de 2 kg y con división mínima de 1 g.
b) Procedimiento
i. Se toma un recipiente de la muestra, debiéndose identificar la tara marcada en el mismo.
ii. Posteriormente, se llena el recipiente con agua y se determina el peso específico del agua mediante el matraz aforado y la balanza.
iii. Finalmente, se calcula el volumen de agua por diferencia de peso.
c) Criterios de aceptación
La capacidad volumétrica del debe cumplir con lo indicado en el numeral
5.2.
12.1.2 Prueba de tara
a) Aparatos y/o equipo
· Báscula con el alcance necesario para realizar la medición y con división mínima de 0.10 kg.
b) Procedimiento
i. Se toma un recipiente de la muestra, debiéndose identificar el peso marcado en el mismo.
ii. Posteriormente, se obtiene la tara del recipiente mediante la báscula.
c) Criterios de aceptación
La tara real del recipiente no debe diferir por más de un 1 % de la
especificación de tara establecida en el plano de diseño correspondiente, e
identificada en el recipiente conforme a lo dispuesto en el numeral 9.1.2.
12.1.3 Prueba hidráulica o neumática
Esta prueba debe realizarse, ya sea con presión hidrostática o con
presión neumática, después de haberse aplicado el tratamiento térmico al
recipiente metálico, o el proceso de curado al recipiente de material
compuesto, según corresponda.
a) Aparatos y/o equipo
· Dispositivo hidráulico o neumático que proporcione una presión de 3.33 MPa (34.0 kgf/cm2);
· Manómetro con el alcance necesario para realizar la medición y con resolución mínima de 0.098 MPa (1 kgf/cm2);
· Cámara de prueba blindada, en el caso de que la prueba a realizar sea neumática,
· Cronómetro con resolución de al menos 1 s.
b) Procedimiento
i. En caso de utilizar presión hidrostática, el recipiente se debe presurizar internamente hasta llegar a 3.33 MPa (34.0 kgf/cm2), manteniéndose esta presión durante 30 s como mínimo.
ii. En caso de utilizar presión neumática, el recipiente se coloca dentro de una cámara de prueba blindada.
iii. Posteriormente, se eleva la presión interna del recipiente a 3.33 MPa (34.0 kgf/cm2) y se mantiene la misma por un tiempo mínimo de 10 s.
iv. Finalmente, se reduce la presión a 1.66 MPa (17.0 kgf/cm2), retirándose el recipiente de la cámara blindada y se sumerge en agua para detectar cualquier posible fuga.
c) Criterios de aceptación
El recipiente no debe presentar fugas o deformación permanente visible.
Tratándose de recipientes Clase III y para efectos de la prueba, la ruptura de
resina no debe ser considerada como deformación permanente.
12.1.4 Prueba de hermeticidad
Esta prueba debe realizarse a recipientes con válvula de servicio
instalada conforme a lo dispuesto en el capítulo 10.
a) Aparatos y/o equipo
· Dispositivo neumático que proporcione una presión de 0.69 MPa (7.0 kgf/cm2);
· Manómetro con el alcance necesario para realizar la medición y con resolución mínima de 0.098 MPa (1 kgf/cm2);
· Depósito con agua con capacidad de al menos 50 L;
· Conexión flexible (manguera de alta presión) capaz de soportar una presión de 0.69 MPa (7.0 kgf/cm2), y
· Cronómetro con resolución de al menos 1 s.
b) Procedimiento
i. Se toma el recipiente y se conecta al dispositivo neumático a través de la válvula de servicio, utilizando la conexión flexible para presurizarlo hasta alcanzar una presión mínima de 0.69 MPa (7.0 kgf/cm2), una vez alcanzada esta presión (verificada a través de la lectura de un manómetro) se procede a cerrar la válvula de servicio para después desconectar el dispositivo neumático del recipiente.
ii. Una vez presurizado el recipiente se le sumerge en un depósito con agua y se procede a revisar las uniones soldadas y el acoplamiento de medio cople-válvula de servicio, verificando que no se presenten fugas de aire.
c) Criterios de aceptación
El recipiente no debe presentar fuga alguna, particularmente en el área
del medio cople.
12.1.5 Prueba de resistencia a ciclos de presión
En el caso de los recipientes Clase I, esta prueba es obligatoria
únicamente para aquellos construidos con casquetes de forma diferente a los semiesféricos
o semielípticos.
En el caso de los recipientes Clase II, esta prueba es obligatoria conforme
a lo establecido en el numeral 7.2.4.
a) Aparatos y/o equipo
·
Dispositivo
hidráulico que proporcione una presión de 3.33 MPa (34.0 kgf/cm2);
·
Manómetro
con el alcance necesario para realizar la medición y con resolución mínima de
0.098 MPa (1 kgf/cm2);
·
Cronómetro
con resolución de al menos 1 s;
·
Contador
de ciclos, y
·
Termopar
para superficie con registrador de lectura, con alcance de medición superior a
323 K (50 °C) y resolución de al menos 1 K (1 ºC).
b) Procedimiento
i. Se conecta el recipiente a un dispositivo que permita incrementos y reducciones de presión a velocidad controlada, así como la suspensión automática de la prueba en caso de que el recipiente falle, ya sea por fuga o por ruptura.
ii. Utilizando un líquido no corrosivo, se somete el recipiente a alternancias sucesivas de presión, cuya frecuencia no exceda los 0.25 Hz (15 ciclos/min). La presión cíclica máxima debe ser igual a 3.33 MPa (34.0 kgf/cm2), mientras que la presión cíclica mínima no debe exceder de 0.29 MPa (3 kgf/cm2).
iii. La prueba debe realizarse a temperatura ambiente. La temperatura sobre la superficie exterior del recipiente no debe exceder de 323 K (50 °C) y debe permanecer controlada, midiéndose al menos dos veces al día.
iv. Una vez finalizada la prueba, el recipiente debe ser destruido.
c) Criterios de aceptación
El recipiente debe ser capaz de soportar al menos 12 000 ciclos, sin
presentar fallas por ruptura o fuga.
12.1.6 Prueba de resistencia en alta presión
a) Aparatos y/o equipo
·
Dispositivo
hidráulico que proporcione una presión de 6.67 MPa (68.0 kgf/cm2);
·
Manómetro
con el alcance necesario para realizar la medición y con resolución mínima de
0.098 MPa (1 kgf/cm2), y
·
Cronómetro
con resolución de al menos 1 s.
b) Procedimiento
i. El dispositivo hidráulico, junto con el manómetro, se acoplan al recipiente y se procede a aumentar gradualmente la presión interna hasta alcanzar los 6.67 MPa (68.0 kgf/cm2), debiendo mantenerse esta última durante 30 s como mínimo.
ii. Una vez concluida la prueba, el recipiente debe ser destruido.
c) Criterios de aceptación
El recipiente no debe presentar ruptura o separación de unión alguna.
12.2 Pruebas aplicables a recipientes Clases I y II
12.2.1 Prueba de espesor de lámina
a) Aparatos y/o equipo
Equipo de ultrasonido para medición de espesores por contacto con
pulso-eco de haz recto, con resolución no menor a 0.02 mm.
b) Procedimiento
Mediante el equipo de ultrasonido se efectúan cinco mediciones en cada
sección del recipiente en forma equidistante, incluyendo, en su caso, el cuello
protector y la base de sustentación.
c) Criterios de aceptación
El espesor de la lámina no debe ser menor a lo especificado en los
numerales 6.5.2 y 7.2.5, según corresponda a la clase de recipiente (de acero
al carbono, o de acero microaleado y acero inoxidable, respectivamente).
12.2.2 Prueba de resistencia a la tensión en soldaduras
a) Aparatos y/o equipo
· Máquina de ensayos universales para pruebas de tensión.
b) Procedimiento
i. Se corta una muestra del recipiente, debiendo tomarse sobre el cordón de soldadura longitudinal, en caso de recipientes con sección cilíndrica y casquetes, o sobre el cordón de soldadura circunferencial, en caso de recipientes fabricados a partir de dos semicápsulas.
ii. Posteriormente, se preparan y prueban las muestras obtenidas de acuerdo a lo indicado en la Norma Mexicana NMX-B-80-1978.
iii. Para la preparación de probetas se debe considerar el tipo de soldaduras utilizadas en la fabricación del recipiente (ver Figura 9).
c) Criterios de aceptación
La muestra es aceptada si la resistencia a la tensión de la soldadura
es, cuando menos, la misma del material base utilizado para la fabricación del
recipiente. En caso de que por alguna causa falla la prueba o si existe
evidencia de que la falla se debió a discontinuidades en la soldadura, deberán
tomarse dos recipientes adicionales. Si de esta segunda muestra falla alguna,
el lote deberá de ser rechazado.
12.2.3 Prueba de doblez
a) Aparatos y/o equipo
·
Prensa
con dispositivo para doblez o máquina universal para ensayos.
b) Procedimiento
i. Se corta una muestra del mismo recipiente utilizado para la prueba descrita en el numeral 12.2.2, debiendo tomarse sobre el cordón de soldadura longitudinal, en caso de recipientes con sección cilíndrica y casquetes, o sobre el cordón de soldadura circunferencial, en caso de recipientes fabricados a partir de dos semicápsulas.
ii. Posteriormente, se preparan y prueban las probetas obtenidas de acuerdo con lo indicado en el numeral 12.2.6.
iii. Para la preparación de probetas deben considerarse el tipo de soldaduras utilizadas en la fabricación del recipiente (ver Figura 9).
c) Criterios de
aceptación
Los descritos en la correspondiente prueba de doblado señalada en el
numeral 12.2.6.3.
12.2.4 Prueba de radiografiado
a) Aparatos y/o equipo
Equipo para radiografiado que puede constar de tubo de rayos X, fuente
radioactiva, radiografía digital, radioscopia o fluoroscopia.
El personal que se utilice para realizar el proceso de radiografiado o
fluoroscopia, debe estar calificado conforme a procedimientos internos de
control de calidad del fabricante o prestador de servicio, según sea el caso.
b) Procedimiento
i. La radiografía debe ser tomada a una soldadura terminada y debe incluir 5.8 cm en ambas direcciones del cordón circunferencial y, en su caso, con la intersección de la soldadura longitudinal, incluyendo cuando menos 15.3 cm de ésta (ver Figura 16).
ii. Las irregularidades que existan en la soldadura de las uniones a radiografiar, tanto internas como externas, deben ser removidas por el medio mecánico más conveniente, con el fin de evitar sombras en la radiografía que conduzcan a considerarla como rechazable.
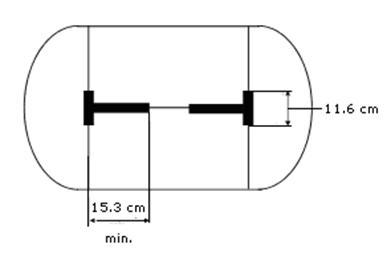
Figura 16- Zonas a radiografiar
iii. En caso de que la prueba requiera el uso de película radiográfica, debe realizarse conforme a lo indicado en la Norma Mexicana NMX-B-086-1991.
c) Criterios de aceptación
Las soldaduras mostradas en radiografías no serán aceptables si
presentan cualquiera de las siguientes imperfecciones:
i. Zonas con falta de fusión o penetración;
ii. Cualquier tipo de fractura o rotura;
iii. Cualquier inclusión de escoria alargada en la soldadura, no incluyendo los refuerzos, si la longitud de la discontinuidad es mayor que 1/3 T, donde T es el espesor de la soldadura (el espesor de la soldadura incluye el refuerzo máximo permisible de la soldadura de acuerdo con esta NOM; ver punto 6.6.4, inciso b.);
iv. Cualquier grupo de inclusiones de escoria o cavidades en línea que tengan una longitud agregada mayor que T dentro de una longitud de 12 veces T. Las agrupaciones de las imperfecciones se definen como aquellos en los que la distancia entre las imperfecciones sucesivas no excede seis veces la longitud de la imperfección más larga;
NOTA: Una indicación alargada se define como aquella indicación que tiene una
longitud mayor a tres veces su ancho.
Para indicaciones redondeadas se aplican los
siguientes criterios de evaluación:
a) El tamaño máximo permisible de una indicación redondeada es de 1/3 T donde T es el espesor de la soldadura. El espesor de la soldadura incluye el refuerzo de la soldadura, que se limita a 1.6 mm (1/16 in.) o la mitad del espesor de la placa que se está soldando, lo que sea menor.
b) Los diámetros acumulados permisibles de indicaciones redondeadas en línea, son aquellos que no tienen más de una longitud agregada de T, dentro de cualquier longitud de 12 veces T. Las indicaciones redondeadas relevantes deben estar separadas por al menos una distancia de T.
c) Indicaciones no relevantes son aquellas de tamaño tal, que no necesitan ser consideradas en la evaluación de aceptación o rechazo. Indicaciones menores a 0.8 mm (1/32 in.) de tamaño son consideradas no relevantes, excepto en la evaluación de grupos de porosidad.
d) Los grupos de porosidad que se componen de una combinación de indicaciones relevantes y no relevantes, o en su totalidad de indicaciones no relevantes son aceptables, siempre que haya menos de diez indicaciones aisladas en una longitud de 2 T y la longitud total de las agrupaciones no excede 4 T en una longitud de 152 mm (6 in.).
v. Cualquier inclusión de escoria o cavidades que existan en el refuerzo de la soldadura abiertos hacia la superficie.
NOTA: Las indicaciones redondeadas son
definidas como aquellas con una longitud menor que tres veces su ancho, y éstas
pueden ser circulares, elípticas o de forma cónica y pueden ser originadas por
porosidad o inclusiones de escoria o tungsteno en la soldadura.
12.2.5 Prueba de expansión volumétrica
a) Aparatos y/o equipo
Los que se indican en la Norma
Mexicana NMX-X-15-1981.
b) Procedimiento
i. Se toma el recipiente y se realiza la prueba conforme a lo indicado en la Norma Mexicana NMX-X-15-1981, debiendo aplicarse una presión hidrostática de 3.33 MPa (34.0 kgf/cm2) durante 30 s.
ii. Para la determinación del resultado de esta prueba es válido utilizar cualquier otro método siendo necesario señalar su procedimiento, debiendo aplicarse la presión hidrostática y el tiempo señalados en el párrafo anterior.
c) Criterios de aceptación
El recipiente no debe presentar, al
terminar la prueba, una deformación permanente mayor al 10 % del volumen de
agua que provoca dicha deformación, ni presentar fugas durante el transcurso de
la prueba.
12.2.6 Prueba de Doblez Guiado
12.2.6.1 Método de preparación
a) Juntas a Tope (doblez de raíz y doblez de cara)
La probeta debe ser preparada de
acuerdo con la Figura 17.
La probeta debe de ser enderezada.
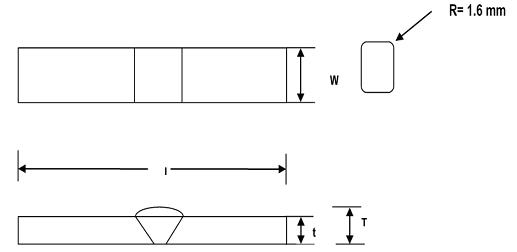
Figura 17 - Probeta de
doblez guiado
NOTA 1: Se debe asegurar que cuando la probeta sea cortada
por medios que generen calor, el calor del corte no altere ni afecte la zona
soldada.
NOTA 2: El refuerzo de la soldadura y las soleras de respaldo
(T), si fuera el caso, deben ser removidos al ras de la superficie de la
probeta de prueba antes o después de la prueba de doblez.
NOTA 3: Para dimensiones y tolerancias aplique la Tabla 10.
NOTA 4: Los valores de la Figura 17, corresponden a la
siguiente Tabla:
|
Espesor de la
probeta |
Longitud (L) mm |
Ancho (W) mm |
Radio mm |
|
Hasta 1.52 mm |
100 t |
25 t |
1.6 |
|
1.52 mm y mayores |
152 mínimo |
38.1 |
b) Juntas de traslape o
de engargolado (doblez de raíz)
Una probeta de soldadura transversal debe
prepararse con el refuerzo de soldadura removido. Para las juntas a tope de
engargolado que van a ser probadas sobre el dispositivo estandarizado para la
prueba de doblez guiado, el material base del engargolado debe ser retirado al
ras de la raíz de la soldadura para obtener la configuración mostrada en la
figura para probeta de doblez guiado. La probeta debe de ser enderezada.
12.2.6.2 Método de prueba
a) Juntas a tope
La probeta debe ser probada en un dispositivo
de prueba estandarizado como se muestra en la Figura 18 o en un dispositivo de
prueba para doblez guiado alternante como se muestra en la Figura 19. Los
métodos de prueba representativos para la prueba de doblez alternante se
muestran en los croquis A, B, C y D de la Figura 20.
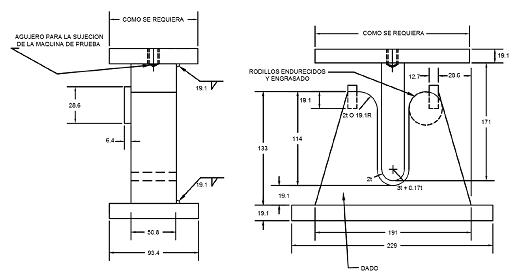
Figura 18 -
Dispositivo estandarizado para doblez guiado
NOTA: Para dimensiones y tolerancias aplique la Tabla 10.
Cuando se realice la prueba en el dispositivo
estandarizado de doblez guiado, la probeta debe ser colocada en el dispositivo
con la soldadura centrada entre los rodillos de los hombros del dispositivo.
Las probetas de doblez de cara deben ser colocadas con la cara de soldadura hacia
la abertura entre los hombros del dispositivo, de tal manera que posterior a la
prueba, la cara de la soldadura se encuentre en la zona convexa de la probeta,
las probetas de raíz deben seguir el mismo procedimiento asegurándose que la
raíz de la soldadura quede en la zona convexa de la probeta después de la
prueba. La probeta debe ser forzada hacia adentro del dispositivo aplicando
carga sobre el émbolo de prueba hasta que la curvatura de la probeta sea tal
que no se pueda insertar un alambre de 0.794 mm entre el dispositivo y la
probeta.
Cuando se realice la prueba con el dispositivo
de doblez alternante, la probeta debe doblarse transversal a la soldadura tal
como se muestra en los croquis C y D de la Figura 20. La probeta de prueba de
doblez de cara debe colocarse con la cara de la soldadura dirigida hacia la
parte exterior del dispositivo y la probeta de doblez de raíz debe colocarse
con la raíz de la soldadura dirigida hacia la parte exterior del dispositivo. En
cualquier caso, la zona a evaluar debe quedar en la zona convexa de la probeta
después de la prueba. La probeta debe doblarse completamente alrededor del
rodillo del dispositivo.
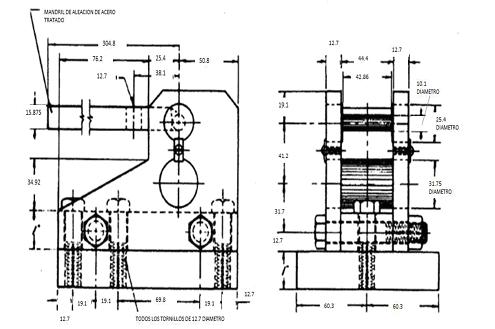
Figura 19 - Dispositivo estandarizado
para doblez alternante
b) Juntas de traslape
La probeta debe ser probada en un dispositivo
de doblez alternante (ver Figura 19). La probeta debe ser doblada transversal a
la soldadura tal como se muestra en los croquis A y B de la Figura 20 y debe
cumplir con los requerimientos de elongación de la especificación aplicable.
c) Junta de engargolado
La probeta puede ser probada en el dispositivo
estandarizado para doblez guiado (ver Figura 18) o en el dispositivo
estandarizado de doblez alternante (ver Figura 19). Cuando sea probado en el
dispositivo estandarizado para doblez guiado, la probeta debe colocarse con la
raíz de la soldadura dirigida hacia la abertura entre los hombros del
dispositivo. La probeta debe ser forzada hacia adentro del dispositivo
aplicando carga sobre el émbolo de prueba hasta que la curvatura de la probeta
sea tal que no se pueda insertar un alambre de 0.794 mm entre el dispositivo y
la probeta. Cuando se pruebe en un dispositivo de doblez alternante debe ser
transversal a la soldadura tal como se muestra en los croquis C o D de la Figura
20.
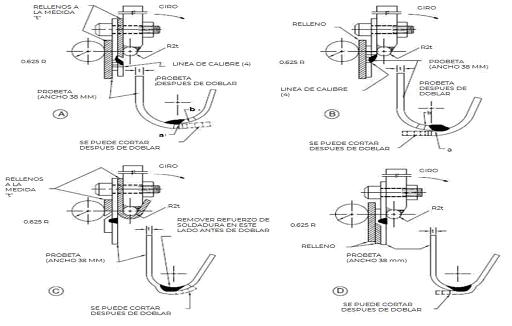
Figura 20 - Métodos de
prueba representativos para la prueba de doblez alternante
12.2.6.3. Criterios de aceptación
a) Juntas a tope
La superficie convexa de la probeta debe ser examinada
para detectar la aparición de fracturas u otros defectos abiertos. Cualquier
probeta que muestre fracturas u otros defectos que excedan de 3.18 mm medido en
cualquier dirección después del doblez, debe ser considerado como rechazado.
Fracturas que ocurran en las esquinas de las probetas durante la prueba no
deben ser consideradas en este criterio, a menos que se muestre evidencia
definitiva de que son resultado de inclusiones de escoria u otros defectos
internos. La evidencia de defectos ocurridos derivados de discontinuidades de
la soldadura requerirá la prueba de dos cilindros adicionales del mismo lote.
Si cualquiera de los dos cilindros adicionales falla se considera el lote
rechazado.
b) Juntas de traslape
o de engargolado
La soldadura debe examinarse para detectar la
aparición de fracturas u otros defectos abiertos. Cualquier probeta que muestre
fracturas u otros defectos que excedan de 3.18 mm medido en cualquier dirección
después del doblez, debe ser considerado como rechazado. Fracturas que ocurran
en las esquinas de las probetas durante la prueba no deben ser consideradas en este
criterio, a menos que se muestre evidencia definitiva de que son resultado de
inclusiones de escoria u otros defectos internos. La evidencia de defectos
ocurridos derivados de discontinuidades de la soldadura requerirá la prueba de
dos cilindros adicionales del mismo lote. Si cualquiera de los dos cilindros
adicionales falla se considera el lote rechazado.
12.2.7 Prueba de fractura a la raíz
a) Método de
preparación
La probeta debe ser preparada de tal manera que
contenga al menos 25.4 mm de soldadura y cuando sea posible debe incluir 76.2
mm de metal base a cada lado.
b) Método de prueba
La probeta debe fracturarse en la raíz de la junta
soldada por medios adecuados. Si la probeta no se fractura en la raíz de la
junta soldada, se puede sustituir por la prueba de macro-ataque.
c) Criterios de
aceptación
La examinación de la superficie de la soldadura
fracturada no debe mostrar fracturas ni faltas de fusión. La porosidad e
inclusiones de escoria se consideran aceptables cuando:
i. El
ancho de cualquier inclusión de escoria paralela a la superficie de la placa de
la probeta no es mayor a un medio del ancho de la soldadura donde se encuentre
ubicada la inclusión de escoria;
ii. El
espesor total de todas las inclusiones de escoria no es mayor al 10 % del
espesor de la placa, en cualquier plano en un ángulo aproximadamente recto a la
superficie de la placa; o,
iii. Existan
porosidades que no excedan en su dimensión mayor al 10 % del espesor de la
placa y cuando no existan más de seis poros de esa dimensión máxima en un área
de 6.5 cm2, de soldadura.
12.2.8 Prueba de macro-ataque
12.2.8.1 Método de preparación
a) Juntas
La probeta debe ser preparada para contener al menos
38.1 mm de metal base a cada lado del centro de la junta soldada. La probeta
debe ser cortada en la dirección de la longitud de la soldadura.
b) Coples y Parches
La probeta debe ser preparada por corte del cople o
parche a través de su centro. La probeta debe extenderse hacia el metal base
12.7 mm mínimo de cada lado de la soldadura. La probeta puede ser cortada en
dos partes iguales para facilitar su manipulación.
c) Accesorios
La probeta debe prepararse mediante un corte en ángulo
recto en una sección de la junta soldada. Esta debe incluir al menos 12.7 mm
del material base a cada lado de la junta soldada y 25.4 mm del material del
accesorio. La sección a través de la junta debe ser preparada y macro-atacada
con un reactivo adecuado para mostrar debidamente el contorno de la soldadura.
d) Criterios de
aceptación
La soldadura de la probeta macro-atacada debe ser
examinada visualmente para verificar la penetración en la raíz y la fusión en
ambos miembros de la soldadura.
El contorno de la soldadura debe ser evaluado. Para
juntas, coples y accesorio, el contorno de la soldadura debe ser convexo o
plano.
El tamaño de la junta debe ser dimensionado para
determinar el cumplimiento con los requerimientos de diseño.
Tabla 10 - Tolerancias para los ensayos de
doblez
|
Tabla de Tolerancias |
|
|
Fracción |
±1.6 mm |
|
Decimal |
±0.30 mm |
|
Grados (angular) |
± 1 Grado |
12.3 Pruebas aplicables a recipientes Clase I
12.3.1 Pruebas de protección anti-corrosiva
El sistema de aplicación de pintura utilizado en recipientes de acero al
carbón o de acero microaleado debe ser calificado mediante la aplicación de
pruebas de corrosión por niebla salina. Ambas pruebas deben aplicarse a
probetas rectangulares obtenidas a partir de la lámina con que sean fabricados
los recipientes.
a) Procedimiento
i. Para la prueba de corrosión por niebla salina, se estará a lo establecido en la Norma Mexicana NMX-X-045-SCFI-2008, debiendo aplicarse un periodo de prueba mínimo de 350 h.
ii. Para la prueba de resistencia al intemperismo acelerado, se estará a lo establecido en la ASTM D-1014-18.
b) Criterios de aceptación
La comprobación del cumplimiento con este numeral, se hará mediante el
certificado en el que se ostente el cumplimiento de las Normas Mexicanas
señaladas en i. y ii. del inciso a) en términos de lo dispuesto en el
Procedimiento para la evaluación de la conformidad de la presente Norma Oficial
Mexicana.
12.4 Pruebas aplicables a recipientes Clase III
12.4.1 Prueba de exposición a temperatura elevada
a) Aparatos
y/o equipos
· Dispositivo hidráulico que proporcione una presión de 3.33 MPa (34.0 kgf/cm2);
· Manómetro con el alcance necesario para realizar la medición y con resolución mínima de 0.098 MPa (1 kgf/cm2);
· Termómetro con alcance mínimo de medición de 323 K (50 °C) y resolución de al menos 2 K (2 °C);
· Horno de fuego indirecto con control de humedad que alcance una temperatura de 353 K (80 °C), y
· Indicador de tiempo.
b) Procedimiento
i. Tratándose de recipientes diseñados para una vida de servicio de hasta 20 años, se somete una muestra a una presión hidráulica de 3.33 MPa (34.0 kgf/cm2) y se mantiene la misma durante 1 000 h. Dicho proceso debe llevarse a cabo a una temperatura de 343 ± 5 K (70 ± 5 °C) con una humedad relativa no mayor de 50 %.
ii. En caso de recipientes diseñados para una vida de servicio mayor de 20 años, el periodo de prueba descrito en el párrafo anterior debe ser de 2 000 h.
iii. Finalmente, el recipiente debe someterse a la prueba de resistencia en alta presión, descrita en el numeral 12.1.6.
c) Criterios de
aceptación
El recipiente no debe presentar ruptura o
separación de fibras o de unión alguna, durante o después de haber sido
sometido a la prueba de resistencia en alta presión.
12.4.2 Prueba de hendiduras
a) Aparatos y/o equipo
·
Cuchilla
de acero de alto carbono templado, de 1 mm de espesor;
·
Vernier
con reglilla de profundidad, o micrómetro de profundidad;
·
Transportador
para medición de ángulos con división mínima de 0.0873 rad (5º) y alcance de al
menos 3.1416 rad (180°), y
·
Cinta
métrica con división mínima de 1 mm y alcance de al menos 1.50 m.
b) Procedimiento
i. Se toman dos recipientes y, utilizando la cuchilla, se le hacen dos hendiduras a cada uno en la parte central de los mismos, una longitudinal y otra transversal, a lo largo de dos planos que formen un ángulo aproximado de pendiente 2.094 rad (120°). En el caso de recipientes sin forro, fabricados a partir de dos mitades unidas entre sí, las hendiduras deben hacerse sobre la superficie del recipiente que no comprenda el área de la unión de las piezas.
ii. Tratándose de recipientes con forro metálico, las hendiduras deben tener una profundidad de al menos el 50 % del espesor de la pared de material compuesto del recipiente, y una longitud igual a 5 veces dicho espesor.
iii. Tratándose de recipientes con forro no metálico, o sin forro, las hendiduras deben tener una profundidad de al menos el 40 % del espesor de la pared de material compuesto del recipiente, y una longitud igual a 5 veces dicho espesor.
iv. Finalmente, uno de los recipientes debe someterse a la prueba de resistencia en alta presión descrita en el numeral 12.1.6, utilizando una presión de 4.0 MPa (40.78 kgf/cm2); y el segundo debe someterse a la prueba de resistencia a ciclos de presión descrita en el numeral 12.1.5, aplicando en este último caso una presión cíclica máxima de 2.0 MPa (20.39 kgf/cm2) y 5 000 ciclos.
c) Criterios
de aceptación
i. El recipiente sometido a la prueba de resistencia en alta presión no
debe presentar ruptura o separación de fibras o de unión alguna, durante o
después de la prueba.
ii. El
recipiente sometido a la prueba de resistencia a ciclos de presión debe
soportar al menos 1 000 ciclos de presión, sin presencia de fuga, y 5 000
ciclos sin falla por ruptura. La aparición de fuga después de los 1 000
primeros ciclos es aceptable.
12.4.3 Prueba de permeabilidad
Esta prueba aplica únicamente a recipientes sin forro, o con forro no
metálico.
a) Aparatos
y/o equipo
·
Dispositivo
neumático que proporcione una presión de 2 MPa (20.39 kgf/cm2);
·
Dispositivo
hidráulico que proporcione una presión de 2 MPa (20.39 kgf/cm2);
·
Manómetro
con el alcance necesario para realizar la medición y con resolución mínima de 0.098
MPa (1 kgf/cm2);
·
Báscula
con el alcance necesario para realizar la medición y con división mínima de
0.10 kg;
·
Termómetro
con alcance de medición de 293 K (20 °C) y resolución de al menos 1 K (1 °C), y
·
Contador
de ciclos.
b) Procedimiento
i. Previo al inicio de la prueba se somete el recipiente a una presión
neumática de 2 MPa (20.39 kgf/cm2).
ii. Enseguida, se debe comprobar visualmente la inexistencia de fugas (por
ejemplo, mediante agua jabonosa o inmersión del recipiente en agua),
particularmente en la válvula, el área del medio cople y las uniones del forro.
Cualquier fuga debe ser eliminada antes de proceder con la prueba.
iii. Se procede a despresurizar el recipiente.
iv. A continuación, se somete el recipiente a 1 000 ciclos hidráulicos desde
cero hasta 2 MPa (20.39 kgf/cm2), y posteriormente se procede a
pesar el recipiente vacío (registro inicial).
v. Enseguida, se presuriza el recipiente a 2 MPa (20.39 kgf/cm2)
con Gas Licuado de Petróleo, gas propano o con un gas de ensayo que debe tener
una permeabilidad equivalente o mayor al Gas Licuado de Petróleo, a una
temperatura de 288 K (15 °C). En caso de existir fugas, éstas deben eliminarse.
De ser necesario, se pesa el recipiente para determinar el peso del gas
contenido.
vi. Posteriormente, se debe llenar el recipiente hasta 80 % de su capacidad
(llenado máximo) y se almacena durante 28 días en un entorno con temperatura y
humedad estables, debiendo pesarse el recipiente al transcurrir los días 1o.,
7o., 14o., 21o. y 28o., y graficar la variación en el peso en función del
número de días.
vii. Una vez finalizada la prueba, se vuelve a pesar el recipiente vacío
(registro final). La diferencia de peso entre los registros inicial y final se
utiliza para determinar el efecto producido por la absorción de humedad.
c) Criterios de aceptación
El índice máximo de pérdida de peso debe ser inferior a 0.25 ml/h por
cada litro de capacidad de agua del recipiente.
12.4.4 Prueba de agua en ebullición
Esta prueba aplica únicamente a recipientes sin forro, fabricados a
partir de dos mitades unidas entre sí.
a) Aparatos y/o equipo
·
Equipo
con sistema de calentamiento de agua que proporcione una temperatura de 373 K
(100 °C);
·
Termopar
para superficie con registrador de lectura, con alcance de medición superior a
373 K (100 °C) y resolución de al menos 1 K (1 °C), y
·
Indicador
de tiempo.
b) Procedimiento
i. Se toma un recipiente cerrado sin presurizar y se sumerge la totalidad del mismo en agua en ebullición por un periodo de 100 h.
ii. Finalmente, el recipiente debe someterse a la prueba de resistencia en alta presión descrita en el numeral 12.1.6.
c) Criterios de aceptación
El recipiente no debe presentar ruptura o separación de fibras o de
unión alguna, durante o después de la prueba de resistencia en alta presión.
12.4.5 Prueba de resistencia al fuego
a) Aparatos y/o equipo
·
Dispositivo
neumático que proporcione una presión de 3.33 MPa (34.0 kgf/cm2);
·
Manómetro
con el alcance necesario para realizar la medición y con resolución mínima de
0.098 MPa (1 kgf/cm2);
·
Equipo
que proporcione flama directa conforme en el inciso b);
·
Cinta
métrica con división mínima de 1 mm y un alcance de 1.50 m;
·
Equipo
de sujeción de recipientes o contenedores que permita fijar la muestra de
acuerdo al inciso b), y
·
Cronómetro
con resolución de al menos 1 s.
b) Procedimiento
i. Se toman dos recipientes equipados con válvula de servicio cuya válvula de seguridad esté preparada para aperturar entre la presión de prueba y 1.15 veces de dicha presión.
ii. Se presurizan ambos recipientes con aire o nitrógeno a 2/3 la presión de prueba.
iii. Posteriormente, se debe producir un fuego con madera o keroseno suficiente para poder envolver completamente cualquiera de los recipientes.
iv. Se coloca uno de los recipientes en posición horizontal, de tal forma que su parte inferior se ubique a aproximadamente 0.10 m de la parte más alta de la hoguera o de la superficie del líquido, según corresponda. El fuego debe envolver toda la longitud del recipiente, pero en ningún caso las llamas deben incidir directamente sobre la válvula o dispositivo de seguridad.
v. Se coloca el otro recipiente en posición vertical (con la válvula en la parte más alta), de tal forma que su parte inferior se ubique a aproximadamente 0.10 m de la parte más alta de la hoguera o de la superficie del líquido, según corresponda. El recipiente debe estar totalmente expuesto al fuego, pero en ningún caso las llamas deben incidir directamente sobre la válvula o dispositivo de seguridad.
vi. En caso de que el recipiente sea demasiado largo para que el fuego lo envuelva totalmente cuando se encuentre en la posición vertical, y de que el recipiente no esté equipado con dispositivos de seguridad en los dos extremos, la prueba de resistencia al fuego aplicada al recipiente vertical puede reemplazarse por una segunda prueba en posición horizontal.
vii. Concluida la prueba, ambos recipientes deben destruirse.
c) Criterios de aceptación
Los recipientes no deben romperse durante un periodo de 2 min contados a
partir de la exposición al fuego. Los recipientes podrán vaciarse a través del
dispositivo de seguridad, o presentar fugas a través de las paredes del
recipiente o de otras superficies.
12.4.6 Prueba de caída
a) Aparatos y/o equipo
· Cinta métrica con división mínima de 1 mm y un alcance de 1.50 m;
· Transportador para medición de ángulos con división mínima de 0.0873 rad (5°) y un alcance de 1.571 rad (90°);
· Placa de acero de al menos 1 m2, de acuerdo con el inciso b);
· Superficie de concreto armada de al menos 1 m2, de acuerdo con el inciso b);
· Equipo de medición de líquido, por peso o volumen, tales como báscula con resolución de 10 g y capacidad de al menos 35 kg, o recipiente graduado con divisiones de al menos 10 ml con capacidad de acuerdo al volumen del contenido de la muestra, y
· Vernier con resolución de al menos 1 milésima de cm.
b) Procedimiento
i. Se llenan dos recipientes con agua, al 50 % de su capacidad de diseño y se sellan con un tapón hermético que no sobresalga del extremo del recipiente.
ii. Cada recipiente se debe dejar caer dos veces en cada una de las cinco posiciones que se señalan a continuación e ilustradas en la Figura 17, desde una altura mínima de 1.20 m sobre una lámina de acero plana de un espesor de 10 mm, colocada sobre una superficie plana de cemento con un espesor mínimo de 100 mm. La lámina de acero debe estar en contacto total con el cemento, de tal forma que éste la sujete completamente y no se produzcan diferencias de nivel entre dos puntos cualesquiera de su superficie mayores a 2 mm, en cuyo caso debe ser reemplazada la lámina.
1. Vertical con el tapón hacia arriba;
2. En ángulo de 0.7854 rad (45°) con el tapón hacia arriba;
3. En ángulo de 0.7854 rad (45°) con el tapón hacia abajo;
4. Vertical con el tapón hacia abajo, y
5. En horizontal
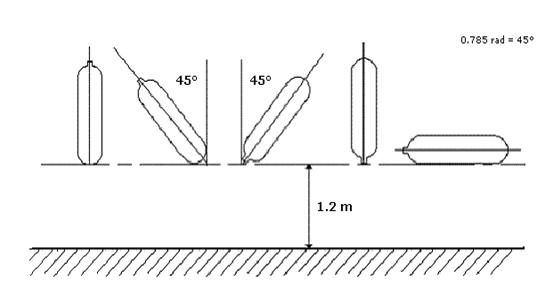
Figura 17 – Cinco posiciones
iii. Después de haberse realizado todas las caídas, se debe observar la apariencia física de los dos recipientes, registrando la ubicación y el tamaño del daño ocasionado por los impactos.
iv. Finalmente, uno de los recipientes debe someterse a la prueba de resistencia en alta presión descrita en el numeral 12.1.6, y el segundo a la prueba de resistencia a ciclos de presión descrita en el numeral 12.1.5.
v. Para el caso del primer recipiente, se debe registrar la presión de ruptura, así como la descripción y ubicación de la falla resultante. Para el segundo recipiente, se deben registrar el número de ciclos, la presión cíclica máxima y mínima, la frecuencia de los ciclos, así como la descripción y ubicación de la falla resultante.
vi. Concluida la prueba, ambos recipientes deben destruirse.
c) Criterios de
aceptación
i. Para el primer recipiente, la presión de ruptura debe ser mayor o igual a la presión de ruptura del recipiente especificada por el fabricante. En caso de recipientes sin forro fabricados en dos piezas unidas entre sí, la ruptura no debe producir la separación en la unión.
ii. El segundo recipiente debe ser capaz de soportar al menos 12 000 ciclos a la presión de prueba, sin fallas por ruptura o fugas.
12.4.7 Prueba de torque
a) Aparatos y/o equipo
·
Equipo
de sujeción de recipientes o contenedores;
·
Torquímetro
con el alcance necesario para realizar la medición y con resolución mínima de
10 N•m, con accesorios;
·
Dispositivo
acoplador para sujetar el torquímetro a la válvula;
·
Verificador
tipo macho, de acuerdo al tipo de rosca y las especificaciones proporcionadas
por el fabricante;
·
Dispositivo
neumático que proporcione una presión de 2 MPa (20.39 kgf/cm2), y
·
Depósito
con agua con capacidad de al menos 50 L.
b) Procedimiento
i. Se sujeta el recipiente por el cuerpo para evitar la rotación del mismo.
ii. Se procede a acoplar la válvula de servicio correspondiente en el medio cople del recipiente, aplicando el torque máximo especificado por el fabricante para su modelo conforme a lo dispuesto en el numeral 10.1.2 más un 30 % de dicho torque máximo. Se retira la válvula y se inspecciona la rosca interior del medio cople utilizando el verificador tipo macho aplicable a dicha rosca.
iii. Finalmente, se acopla nuevamente la válvula conforme a lo dispuesto en el párrafo anterior y se realiza una prueba de fugas conforme a lo siguiente:
·
Se
presuriza el recipiente a 2 MPa (20.39 kgf/cm2);
·
Se
mantiene la presión en el recipiente por al menos 2 h, y
·
Se
sumerge el recipiente en el depósito con agua y se inspecciona, particularmente
el área del medio cople, para asegurar la inexistencia de fugas.
c) Criterios de aceptación
En la inspección realizada mediante el verificador tipo macho, los hilos
o cuerdas de la rosca interior del medio cople no deben presentar una
deformación o expansión permanente.
De igual forma, el recipiente no debe presentar fugas mayores a 1
burbuja por cada 2 min, durante la prueba de fugas.
12.4.8 Prueba de resistencia a la tensión, fluencia y alargamiento en la lámina
a) Aparatos y/o equipo
Máquina de ensayos universales para pruebas de tensión.
b) Procedimiento
Seleccionar el recipiente después de ser relevado de esfuerzos, de
acuerdo a la Tabla 8 de la presente Norma Oficial Mexicana. Las muestras deben
tomarse del recipiente seleccionado, como se describe a continuación:
i. En la sección cilíndrica, se toma una
muestra longitudinal de esta sección, al menos a 90° del cordón de la soldadura
longitudinal (Ver Figura 9).
ii. En el casquete, se toma una muestra de
uno de ellos, si ambos son de la misma colada; en caso de ser de diferente
colada, se toma una muestra de cada casquete.
iii. Las muestras y la prueba deben
prepararse y efectuarse conforme a lo indicado en la Norma Mexicana
NMX-B-172-CANACERO-2018 (ver Figura 9).
c) Expresión de resultados
El resultado de las pruebas debe cumplir con lo especificado en la Tabla
4, conforme a lo especificado para cada tipo de material.
12.5 Incumplimiento de criterios de aceptación
Si en la realización de las pruebas descritas en los numerales 12.1 al
12.4, ya sea como ensayos de producción o como ensayos de certificación de
modelo, alguno de los recipientes no cumple con los criterios de aceptación
correspondientes, se debe identificar la causa del fallo.
Si la causa del fallo es atribuible a la preparación o ejecución de la
prueba, o a un error de medición, se debe realizar una segunda prueba al
recipiente correspondiente. Si esto no es posible, la prueba se realiza a otro
recipiente del mismo lote muestra. En caso de obtenerse resultados
satisfactorios, se ignora la primera prueba; en caso contrario, se estará a lo
dispuesto en el siguiente párrafo.
Si la causa del fallo es atribuible al recipiente, se deben tomar otras
dos unidades del mismo lote muestra en sustitución de dicho recipiente, a
efecto de que sean sometidas a la misma prueba en la que ocurrió el fallo. Si
alguno de los dos recipientes adicionales incumple los criterios de aceptación,
aplicará lo siguiente:
a) Tratándose de ensayos de producción, se debe verificar la totalidad del lote, aceptándose únicamente aquellos recipientes en los que se cumpla con los criterios de aceptación correspondientes.
b) Tratándose de ensayos de certificación de modelo, se rechaza la certificación, por lo que se deben identificar y corregir desde el diseño del recipiente las anomalías identificadas, a efecto de someter un nuevo modelo a la totalidad de las pruebas aplicables en términos de la presente Norma Oficial Mexicana.
Los recipientes que sean rechazados en cualquiera de las pruebas descritas
en los numerales 12.1 al 12.4, y cuyas anomalías no puedan ser reparadas y
reevaluadas satisfactoriamente mediante los métodos de prueba aplicables en
términos de lo dispuesto en la presente Norma Oficial Mexicana, deben ser
destruidos.
13. Procedimiento para la evaluación
de la conformidad (PEC)
13.1 Procedimiento
El presente procedimiento es aplicable a los recipientes portátiles y
transportables sujetos a presión para contener gas licuado de petróleo,
reabastecibles, con capacidad de almacenamiento nominal de hasta 45 kg, de
fabricación nacional o extranjera, que se comercialicen o utilicen en los
Estados Unidos Mexicanos para la distribución o expendio al público de dicho
petrolífero.
Los recipientes portátiles y transportables sujetos a
presión que hayan sido fabricados en el extranjero, deben internarse a los
Estados Unidos Mexicanos teniendo ya instalada la válvula de servicio
correspondiente.
13.1.1 Fase preparatoria
El cumplimiento de las especificaciones descritas en
la presente Norma debe hacerse constar mediante certificado de la conformidad,
emitido a partir de la evaluación de la conformidad que se realice a los
recipientes tipo portátiles y transportables para contener Gas Licuado de
Petróleo. Dicho certificado podrá obtenerse a través de la DGN, en términos de
lo dispuesto en el numeral 13.1.2, según corresponda.
Los procedimientos de certificación de la conformidad
que instrumenten los organismos de certificación con motivo de la presente
Norma, estarán sujetos a la aprobación de la DGN.
El certificado de la conformidad debe emitirse por
cada modelo de recipiente, de acuerdo a la clasificación señalada en el
capítulo 4 de esta Norma, y podrá incluir una familia de modelos, siempre y
cuando ningún modelo de la familia se encuentre en alguno de los supuestos
descritos en el siguiente párrafo.
Los modelos de recipientes que constituyan un nuevo
modelo, deben ser certificados en términos del presente PEC. Para efectos de lo
dispuesto en esta Norma, se considerará que un recipiente corresponde a un
nuevo modelo, comparado con un modelo certificado, cuando ocurra cualquiera de
los siguientes supuestos, en cualquiera de las clases y tipos señalados en el
capítulo 4:
a) El recipiente sea
elaborado en una fábrica distinta;
b) El recipiente sea
elaborado mediante procedimientos de fabricación distintos, o exista un cambio
sustancial en los procedimientos existentes, tales como modificaciones en el
tratamiento térmico (relevado de esfuerzos, proceso de curado, etc.),
modificaciones en la matriz utilizada en caso de recipientes de materiales
compuestos, entre otros;
c) El recipiente sea
elaborado mediante procedimientos de soldadura distintos, en caso de recipientes
metálicos;
d) El recipiente, o en su
caso el forro del mismo, sea elaborado a partir de materiales o fibras
distintas, de acuerdo a los rangos de composición química de los mismos, con
excepción de la cubierta exterior;
e) La longitud del recipiente
incremente más de un 50 %;
f) Se tenga un cambio en el
diámetro exterior de más del 2 %;
g) Exista un cambio en la
forma de los casquetes (tales como cóncava, convexa o hemisférica), en caso de
recipientes metálicos;
h) Se modifique más de un 5 %
el valor mínimo de resistencia a la tensión garantizado por el fabricante;
i) Se modifique el valor de
elongación o límite elástico garantizado por el fabricante, en caso de
recipientes metálicos, o
j) Disminuyan los espesores
de pared del recipiente, o en su caso del forro.
13.1.2 Fase de Certificación
Para obtener el certificado de la conformidad de los
recipientes tipo transportable para contener Gas Licuado de Petróleo, se debe
estar a lo siguiente:
a) Para
obtener el certificado de la conformidad por parte de la DGN, el interesado
debe cumplir con los requisitos que establece el Registro Federal de Trámites y
Servicios. De igual manera, los organismos de certificación pueden requerir la
documentación listada en dicho Registro.
b) Para efectos del inciso anterior, el interesado debe cumplir con las especificaciones señaladas en la presente Norma, incluyendo los planos y especificaciones técnicas del modelo de recipiente o de la familia de modelos, según corresponda, en las que se incluya la descripción y comprobación de la totalidad de los requisitos técnicos requeridos en esta Norma de acuerdo a su clasificación, incluyendo certificados, memorias técnicas, fotografías, descripción de materiales, especificaciones del proceso de fabricación, tratamiento térmico o de curado, según corresponda, e información de marcado. Los planos deben estar acotados y contener las dimensiones y tolerancias del recipiente terminado y de cada uno de los componentes y aditamentos.
c) Original
o copia simple de los certificados de origen del acero, o de las resinas, según
sea el caso, y del material de fabricación del medio cople, los cuales deben
contener como mínimo: nombre y dirección del fabricante, propiedades
físico-químicas, fecha y lote de fabricación, además de la referencia a la
normatividad aplicable.
d) Original
o copia simple de los certificados de calidad de los siguientes materiales:
·
Soldadura
·
Fundente
·
Pintura
e) Original
o copia simple del certificado de producto de la válvula de servicio, de
conformidad con la NOM-197-SCFI-2017.
f) El
informe de resultados de las pruebas aplicables al recipiente a certificar
descritas en el capítulo 12, de acuerdo a su clasificación. El informe de
resultados tiene una vigencia de 90 días naturales a partir de la fecha de
emisión para efectos de la solicitud de certificación. El interesado debe obtener
el listado completo de los laboratorios de prueba aprobados en el campo de
aplicación de esta NOM, mismo que podrán consultar en los sitios de internet http://www.gob.mx/se/acciones-y-programas/competitividad-y-normatividad-normalizacion?state=published
y/o a través de la página https://www.sinec.gob.mx Los recipientes podrán ser
seleccionados por la DGN o por el organismo de certificación, según
corresponda, durante la visita previa a planta y antes de la realización de
dichas pruebas.
g) Para
obtener el certificado del sistema de gestión de la calidad, el interesado
deberá contactar directamente a los organismos de certificación de sistemas de
gestión de la calidad y cumplir con los requisitos aplicables a dicha
certificación.
h) Los
certificados de la conformidad serán otorgados al solicitante, previo
cumplimiento de los requisitos a que se refiere en los numerales 13.1.1 y
13.1.2.
13.1.3 Procedimiento y tipos de certificación
Los procedimientos para la certificación y
verificación de la presente Norma Oficial Mexicana serán realizados conforme a
las siguientes modalidades:
M 1 - Certificación con
verificación y seguimiento, mediante pruebas periódicas;
M 2 - Certificación con
verificación y seguimiento, mediante el sistema de gestión de la calidad de la
línea de producción;
M 3 - Certificación por
lote.
La certificación por
lote será posible, siempre y cuando haya una identificación única por cada
modelo de producto que conforme dicho lote. Para la certificación por lote, es
necesario realizar un muestreo previo para seleccionar la muestra de producto
que será enviada a pruebas de laboratorio. La certificación bajo esta modalidad
será para lotes máximos de 500 recipientes. A los certificados emitidos bajo
esta modalidad, no les aplican los ensayos de producción (n2), indicados en la
Tabla 9 de la presente Norma.
13.1.4 Visita previa a planta
Para obtener el certificado debe efectuarse la visita
previa a planta, en la cual se revisarán las especificaciones establecidas en
la presente Norma, así como la estructura e infraestructura técnica para la
fabricación de recipientes de acuerdo a la clasificación en 4. Durante la
visita previa a planta, se realizará el muestreo de productos conforme a lo
dispuesto en el capítulo 11.
13.1.5. Pruebas de laboratorio
Las pruebas referidas en el capítulo 12 deben ser
realizadas en laboratorios de pruebas a los productos seleccionados durante la
visita previa a planta, en caso de efectuarse ésta, a partir de los tamaños de
muestra n1 señalados en el capítulo 11 para los ensayos de certificación de
modelo. En caso de incumplimiento de los criterios de aceptación de las
pruebas, se estará a lo dispuesto en el numeral 12.5.
13.1.6 Vigencia del Certificado
La vigencia del certificado de la conformidad
será la que a continuación se describe y estará sujeta al cumplimiento en todo
momento de las especificaciones y disposiciones señaladas en la presente NOM:
a) Para los certificados que se emitan de acuerdo
con M1, será de un año a partir de la fecha de su emisión.
b) Para los certificados que se emitan de acuerdo
con M2, será de tres años a partir de la fecha de emisión.
c) Para los certificados que se emitan de acuerdo
con M3, éstos sólo amparan la cantidad de recipientes que se fabriquen,
comercialicen y/o distribuyan, con base en dichos certificados, por lo que no
tienen vigencia alguna. Los certificados deben indicar la cantidad de piezas
del lote y sus fechas de fabricación.
Las vigencias a que se refieren los incisos a) y
b) de este numeral, están sujetas al resultado de la verificación y, en su
caso, del seguimiento correspondiente, en los términos establecidos en el
numeral 13.1.9.
13.1.7 Ampliación, modificación o reducción del alcance de los certificados
Las ampliaciones, modificaciones o reducciones
de los certificados expedidos dentro de las modalidades M 1 y M 2, tendrán como
fecha de vencimiento la misma que la indicada en los certificados que dieron
origen a éstos.
13.1.8 Producción
Las personas físicas o morales que cuenten con
certificado de la conformidad de recipientes tipo transportable deben realizar
las pruebas descritas en el capítulo 12, aplicables a los modelos certificados
a partir de los tamaños de muestra, n2, señalados en el capítulo 11 para los
ensayos de producción. En caso de incumplimiento de los criterios de aceptación
de las pruebas, se estará a lo dispuesto en el numeral 12.5. Dichos resultados
se revisarán durante las visitas de seguimiento y/o verificación que se
realicen a los productos certificados.
El solicitante y/o titular del certificado debe
conservar los registros e informes de resultados de las pruebas referidas en el
párrafo anterior por el término de 5 años a partir de la fecha de emisión.
13.1.9 Verificación y seguimiento
Los actos de verificación y seguimiento que se
requieran llevar a cabo para evaluar la conformidad de los recipientes tipo
transportables, estarán a cargo de la DGN o de los organismos de certificación
correspondientes y serán realizados en términos de la Ley y su Reglamento.
Dichos actos deben ser mediante inspección visual y documental, mediante
muestreo y realización de pruebas en términos de lo dispuesto en los capítulos
11 y 12, así como a través de la revisión documental de registros concernientes
a ensayos de producción.
Los actos referidos en el párrafo anterior deben
realizarse en los lugares de fabricación de recipientes tipo transportable.
De conformidad con lo dispuesto en el artículo
91, tercer párrafo, de la Ley, los gastos que se originen por las
verificaciones requeridas para llevar a cabo la evaluación de la conformidad
con la presente NOM, deben ser cubiertas por la persona a quien se efectúen
éstas.
Las visitas de verificación y/o seguimiento
serán realizadas por la DGN o el organismo de certificación y se programarán de
común acuerdo con el titular de dicho certificado. La periodicidad de estas visitas
será de dos veces al año para la certificación emitida por la modalidad M 1, y
una vez al año para la certificación emitida en la modalidad M 2.
Para los certificados emitidos conforme a la
modalidad M3, certificación por lote, no aplica verificación de seguimiento, a
menos que haya una queja que evidencie incumplimiento, o que la autoridad
solicite que se lleve a cabo una verificación al producto.
En el caso de certificados de la conformidad
emitidos por la DGN, las verificaciones de vigilancia serán realizadas por la
DGN, además la DGN podrá realizar visitas de verificación con base en denuncias
recibidas o como medida preventiva a posibles violaciones a la Ley, y a la
presente NOM y demás normativa aplicable, pudiendo auxiliarse de los laboratorios
de pruebas y organismos de certificación.
Durante las vistas de seguimiento y/o
verificación, se puede requerir muestreo y/o pruebas al producto, para la
selección de la muestra, se aplicará el siguiente método:
a) Para cualquiera de las familias de modelos de
los productos materia de esta NOM, la muestra estará constituida conforme al
numeral 6.1;
b) El
muestreo se realizará en la fábrica o bodega del titular del certificado o
directamente en punto de venta. Para el caso de muestreo en punto de venta no se
requiere un lote mínimo de especímenes;
c) La
muestra seleccionada en la fábrica se podrá tomar de la línea de producción o
del área de producto terminado.
13.1.10 Suspensión y cancelación de certificados de la conformidad
Sin perjuicio de las condiciones contractuales de la
prestación del servicio de certificación, se deben aplicar los supuestos
siguientes para suspender o cancelar un certificado de la conformidad de
producto.
13.1.10.1 Se procederá a la suspensión del certificado:
a) Por
incumplimiento con lo dispuesto en la presente Norma Oficial Mexicana.
b) Cuando
el seguimiento no pueda llevarse a cabo por causas imputables al titular del
certificado.
c) Cuando
el titular del certificado no presente al OCP el informe de resultados derivado
de los seguimientos, 30 días naturales a partir de la fecha de emisión del
informe de resultados y dentro la vigencia del certificado de la conformidad
del producto.
d) Por
cambios o modificaciones a las especificaciones establecidas en la presente
Norma Oficial Mexicana de los productos certificados que no hayan sido
evaluados por causas imputables al titular del certificado.
e) Cuando
la dependencia lo determine con base en el artículo 112, fracción V, de la Ley
Federal sobre Metrología y Normalización, y 102 de su Reglamento.
La suspensión debe ser notificada al titular del
certificado, otorgando un plazo de 30 días naturales para hacer las
aclaraciones pertinentes o subsanar las deficiencias del producto o del proceso
de certificación. Pasado el plazo otorgado y en caso de que no se hayan
subsanado los incumplimientos, la DGN o el Organismo de Certificación procederá
a la cancelación inmediata del certificado de la conformidad del producto.
13.1.10.2 Se procederá a la cancelación inmediata del certificado:
a) En su
caso, por cancelación del certificado del sistema de gestión de la calidad de
la línea de producción.
b) Cuando
se detecte falsificación o alteración de documentos relativos a la
certificación.
c) A
petición del titular del certificado, siempre y cuando se hayan cumplido las
obligaciones contractuales en la certificación, al momento en que se solicita
la cancelación. Cuando sea cancelado un certificado, las ampliaciones de los
certificados, serán igualmente canceladas.
d) Cuando
se incurra en falsas declaraciones en el uso del certificado de la conformidad
del producto.
e) Una
vez notificada la suspensión, no se corrija el motivo de ésta, en el plazo
establecido.
f) Cuando
la dependencia lo determine con base en el artículo 112, fracción V, de la Ley
Federal sobre Metrología y Normalización, y 102 de su Reglamento.
En todos los casos de cancelación se procede a dar
aviso a las autoridades correspondientes, informando los motivos de ésta. El
Organismo de Certificación mantendrá el expediente de los productos con
certificados de la conformidad de producto cancelados por incumplimiento con la
presente Norma Oficial Mexicana.
14. Sanciones
El incumplimiento de lo dispuesto en la presente NOM
será sancionado por la Secretaría de Economía de conformidad con la Ley Federal
sobre Metrología y Normalización, así como demás disposiciones aplicables y/o
la Procuraduría Federal del Consumidor, sin perjuicio de sus respectivas
atribuciones.
15. Vigilancia
La vigilancia de la presente Norma Oficial Mexicana
está a cargo de la Secretaría de Economía y de la Procuraduría Federal de
Consumidor, conforme a sus respectivas atribuciones.
16. Concordancia con normas
internacionales y normas mexicanas
Esta Norma Oficial Mexicana no es equivalente (NEQ) con ninguna Norma
Internacional, por no existir esta última al momento de elaborar esta NOM.
APÉNDICE NORMATIVO 1[1]
COMPOSICIÓN QUÍMICA Y PROPIEDADES MECÁNICAS DE
LOS ACEROS INOXIDABLES
Requerimientos
- Condiciones de entrega
El producto debe ser entregado con base en lo establecido en las tablas
5, 6 y 7 de este Apéndice normativo. El proveedor debe presentar, al momento de
la entrega, la documentación que acredite que el producto cumple con los
requerimientos citados en las tablas señaladas.
- Composición y propiedades de corrosión química
Los requerimientos de la composición química dados en las tablas 1, 2 y
3 de este Apéndice normativo, aplican para la composición química de acuerdo al
análisis de colada.
El análisis de producto puede desviarse de los límites establecidos en
las tablas 1, 2 y 3 de este Apéndice normativo para el análisis de colada, de
acuerdo a los valores establecidos en la Tabla 4 de este Apéndice normativo.
Respecto a la resistencia intergranular a agentes químicos y mecánicos,
para aceros ferríticos, austeníticos y ferríticos austeníticos, aplican las
especificaciones de las tablas 5, 6 y 7 de este Apéndice normativo.
Nota: La resistencia a la corrosión de los aceros inoxidables depende de
las condiciones ambientales, y por lo tanto no siempre son claramente establecidas
por medio de pruebas de laboratorio, por lo que es aconsejable recurrir a la
experiencia disponible en materia de uso y manejo de aceros.
- Propiedades mecánicas
Las propiedades de tensión en temperaturas ambiente y baja se
especifican en las tablas 5, 6 y 7 de este Apéndice normativo, aplicables para
las condiciones de tratamientos de calor.
Nota: Los aceros austeníticos son insensibles a las fracturas frágiles
en condiciones de recocido, ya que no sufren un cambio pronunciado de
temperatura característico de otros aceros, además son utilizados para
aplicaciones en temperaturas criogénicas.